Point tables, 2 pr ogr a mming digitizing cy cles – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 138
126
5 Digitizing
5.2 Pr
ogr
a
mming Digitizing Cy
cles
Point Tables
When you are working with a measuring touch probe, you can
generate point tables in the Positioning with MDI mode of operation.
You can use these tables to define the digitizing range in a specific
shape or to program a contour in a specific shape and then machine
the contour with Cycle 30. This feature requires the “digitizing with
measuring touch probe” software option from HEIDENHAIN.
You can transfer points in the following two ways
n
manually by TEACH-IN programming
n
automatically by the TNC
To generate a point table
After inserting the measuring touch probe in the spindle and locking it
mechanically, you can select a point table with the PNT soft key:
U
U
U
U
Press the PNT soft key in the Positioning with MDI
mode of operation. The TNC then displays soft-key
rows with the following soft keys:
U
U
U
U
To select input of contour (CONTOUR DATA) or digitizing range (TM
RANGE), set the TM:RANGE CONTOUR DATA soft key to the
desired function.
The TNC can store up to 893 points in a point table that is
to be used for the digitizing range. You can have the TNC
monitor the number of points stored in the point table by
setting the TM:RANGE/CONTOUR DATA soft key to
TM:RANGE.
The individual points are connected to form a progression
of straight lines that define the digitizing range. The TNC
automatically connects the last point in the table with the
first point by a straight line.
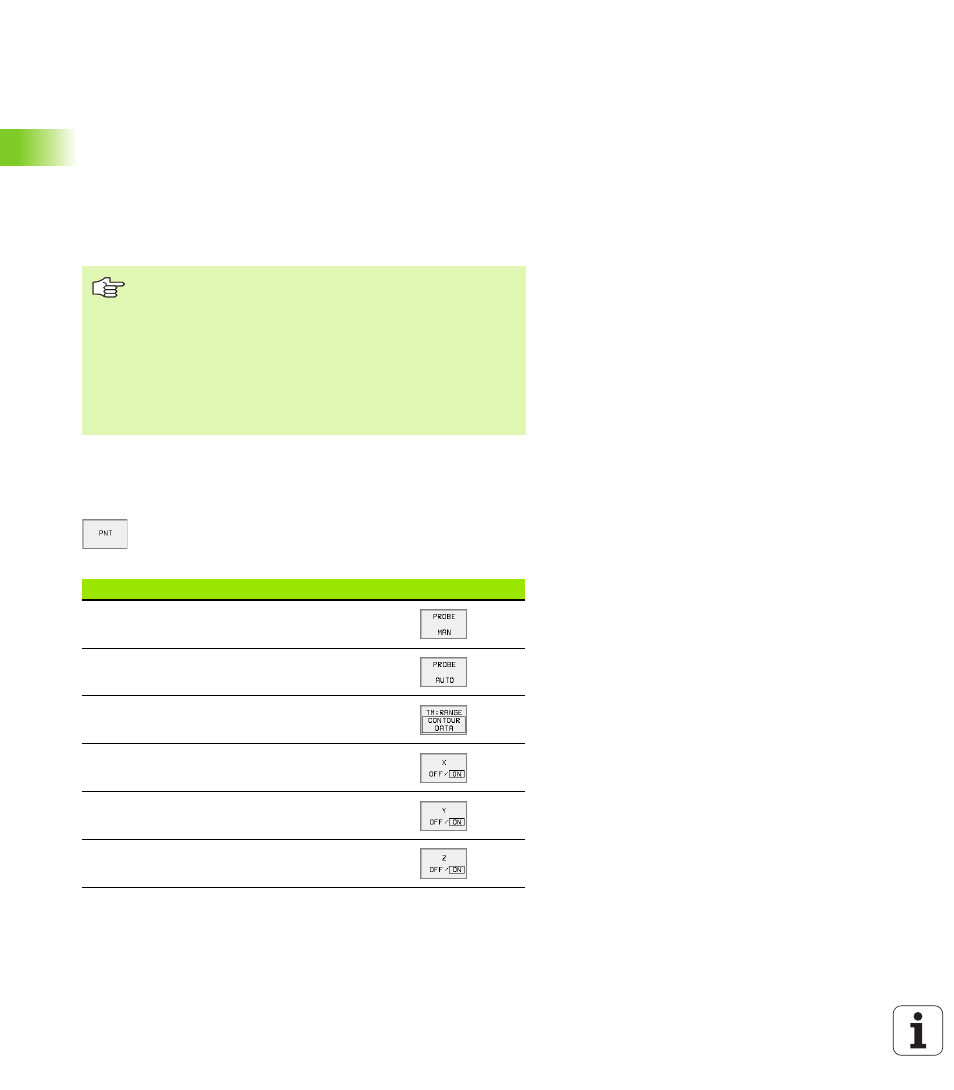
Function
Soft key
Transfer points manually
Transfer points automatically
Select between digitizing range and contour
Store/Do not store X coordinate
Store/Do not store Y coordinate
Store/Do not store Z coordinate