2 a u to matic d at u m set ting – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 74
62
3 Touch Probe Cycles for Automatic Workpiece Inspection
3.2 A
u
to
matic D
at
u
m Set
ting
U
U
U
U
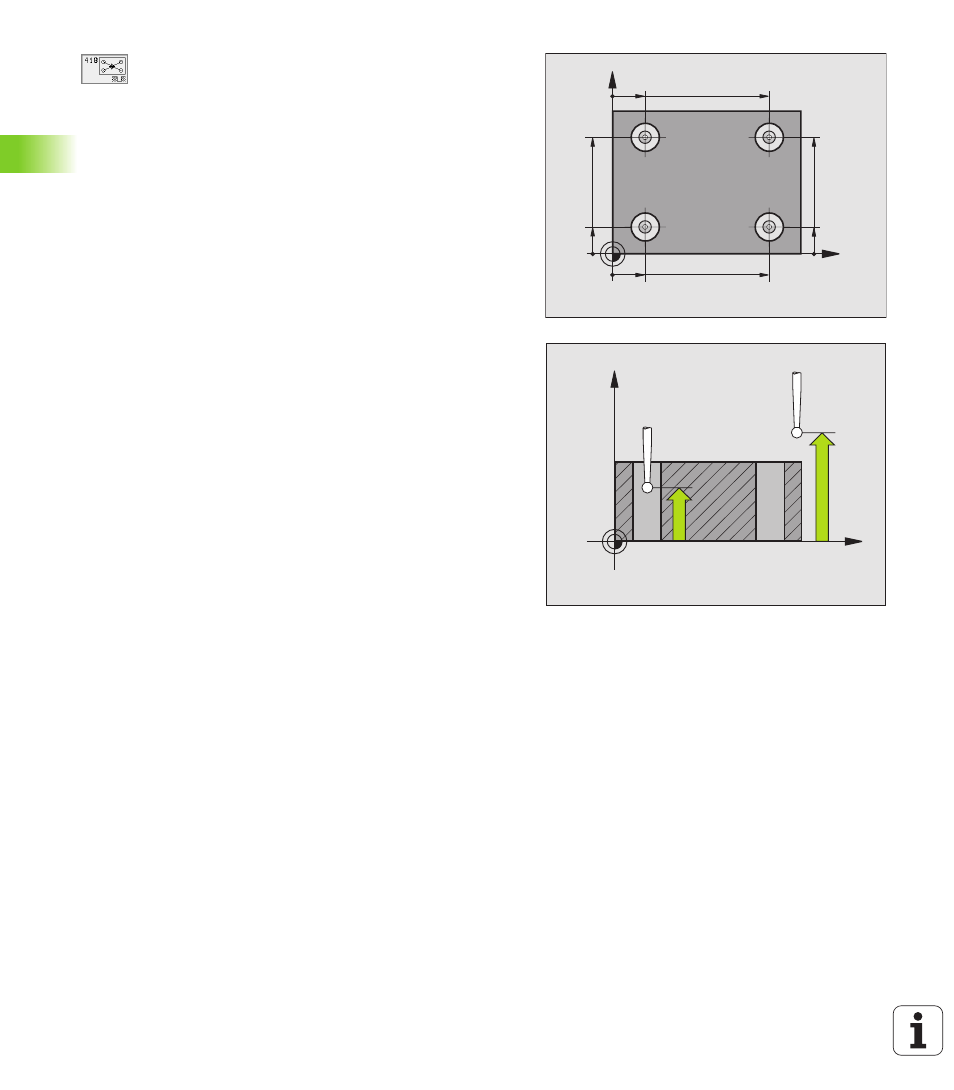
First center in 1st axis
Q268 (absolute): center of
the 1st hole in the reference axis of the working plane.
U
U
U
U
First center in 2nd axis
Q269 (absolute): center of
the 1st hole in the minor axis of the working plane.
U
U
U
U
Second center in 1st axis
Q270 (absolute): center of
the 2nd hole in the reference axis of the working
plane.
U
U
U
U
Second center in 2nd axis
Q271 (absolute): center of
the 2nd hole in the minor axis of the working plane.
U
U
U
U
Third center in 1st axis
Q316 (absolute): center of
the 3rd hole in the reference axis of the working plane.
U
U
U
U
Third center in 2nd axis
Q317 (absolute): center of
the 3rd hole in the minor axis of the working plane.
U
U
U
U
Fourth center in 1st axis
Q318 (absolute): center of
the 4th hole in the reference axis of the working plane.
U
U
U
U
Fourth center in 2nd axis
Q319 (absolute): center of
the 4th hole in the minor axis of the working plane.
U
U
U
U
Measuring height in the touch probe axis
Q261
(absolute): coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
U
U
U
U
Clearance height
Q260 (absolute): coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
X
Y
Q269
Q268
Q270
Q317
Q271
Q318
Q316
Q319
X
Z
Q261
Q260