3 a u to matic w o rk piece measur ement – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 101
HEIDENHAIN TNC 426, TNC 430
89
3.3 A
u
to
matic W
o
rk
piece Measur
ement
U
U
U
U
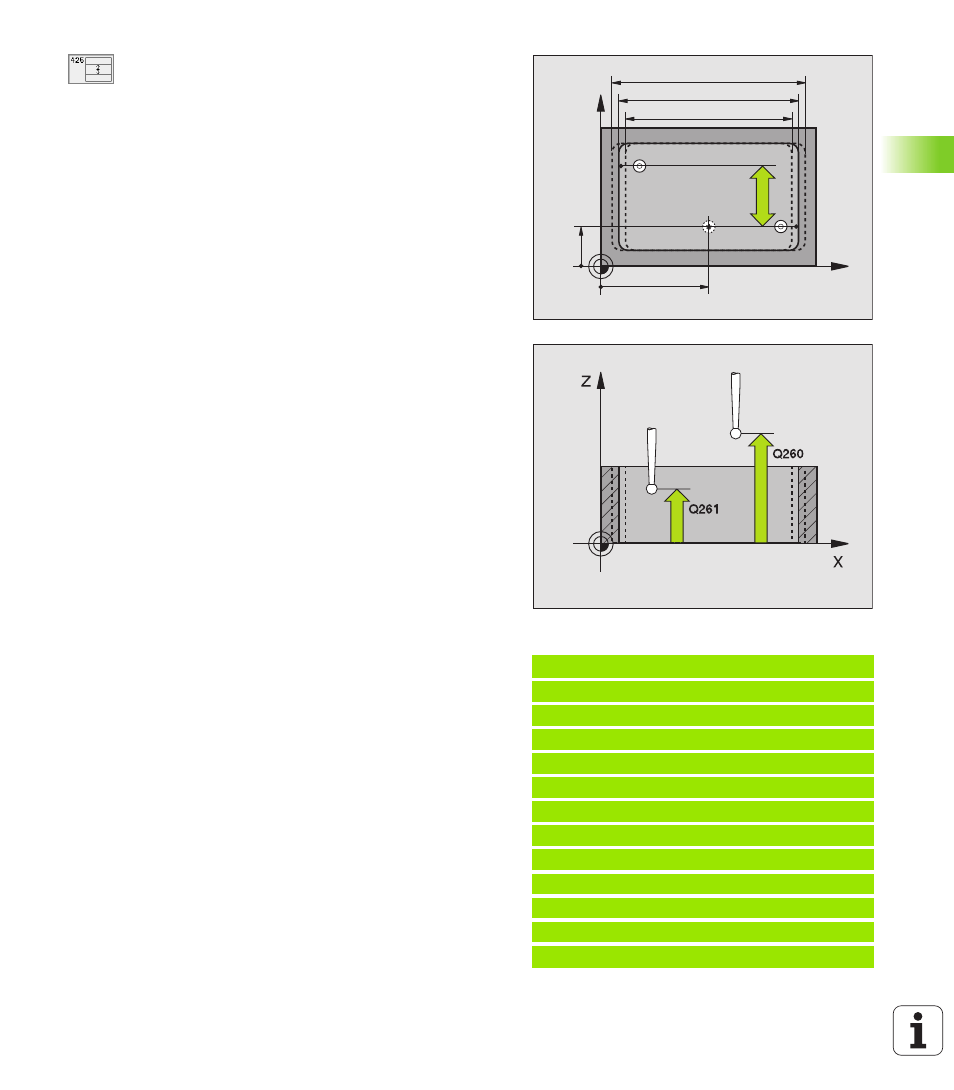
Starting point in 1st axis
Q328 (absolute): starting
point for probing in the reference axis of the working
plane.
U
U
U
U
Starting point in 2nd axis
Q329 (absolute): starting
point for probing in the minor axis of the working
plane.
U
U
U
U
Offset for 2nd measurement
Q310 (incremental):
distance by which the touch probe is displaced before
the second measurement. If you enter 0, the TNC
does not displace the touch probe.
U
U
U
U
Measuring axis
Q272: axis in the working plane in
which the measurement is to be made:
1: Reference axis = measuring axis
2: Minor axis = measuring axis
U
U
U
U
Measuring height in the touch probe axis
Q261
(absolute): coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
U
U
U
U
Clearance height
Q260 (absolute): coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
U
U
U
U
Nominal length
Q311: nominal value of the length to
be measured.
U
U
U
U
Maximum dimension
Q288: maximum permissible
length.
U
U
U
U
Minimum dimension
Q289: minimum permissible
length
U
U
U
U
Measuring log
Q281: definition of whether the TNC is
to create a measuring log:
0: No measuring log
1: Generate measuring log: with the standard setting
the TNC saves the log file TCHPR425.TXT in the
directory in which your measuring program is also
stored.
U
U
U
U
PGM stop if tolerance error
Q309: definition of
whether in the event of a violation of tolerance limits
the TNC is to interrupt the program run and output an
error message:
0: Do not interrupt program run, no error message
1: Interrupt program run, output an error message
U
U
U
U
Tool number for monitoring
Q330: definition of
whether the TNC is to monitor the tool (see “Tool
monitoring” on page 71):
0: Monitoring not active
>0: Tool number in the tool table TOOL.T
Example: NC blocks
5 TCH PROBE 425 MEASURE INSIDE WIDTH
Q328=+75 ;STARTNG PNT 1ST AXIS
Q329=-12,5 ;STARTNG PNT 2ND AXIS
Q310=+0 ;OFFS. 2ND MEASUREMNT
Q272=1 ;MEASURING AXIS
Q261=-5 ;MEASURING HEIGHT
Q260=+10 ;CLEARANCE HEIGHT
Q311=25 ;NOMINAL LENGTH
Q288=25.05 ;MAXIMUM DIMENSION
Q289=25 ;MINIMUM DIMENSION
Q281=1 ;MEASURING LOG
Q309=0 ;PGM-STOP IF ERROR
Q330=0 ;TOOL NUMBER
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310