2 a u to matic d at u m set ting – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 62
50
3 Touch Probe Cycles for Automatic Workpiece Inspection
3.2 A
u
to
matic D
at
u
m Set
ting
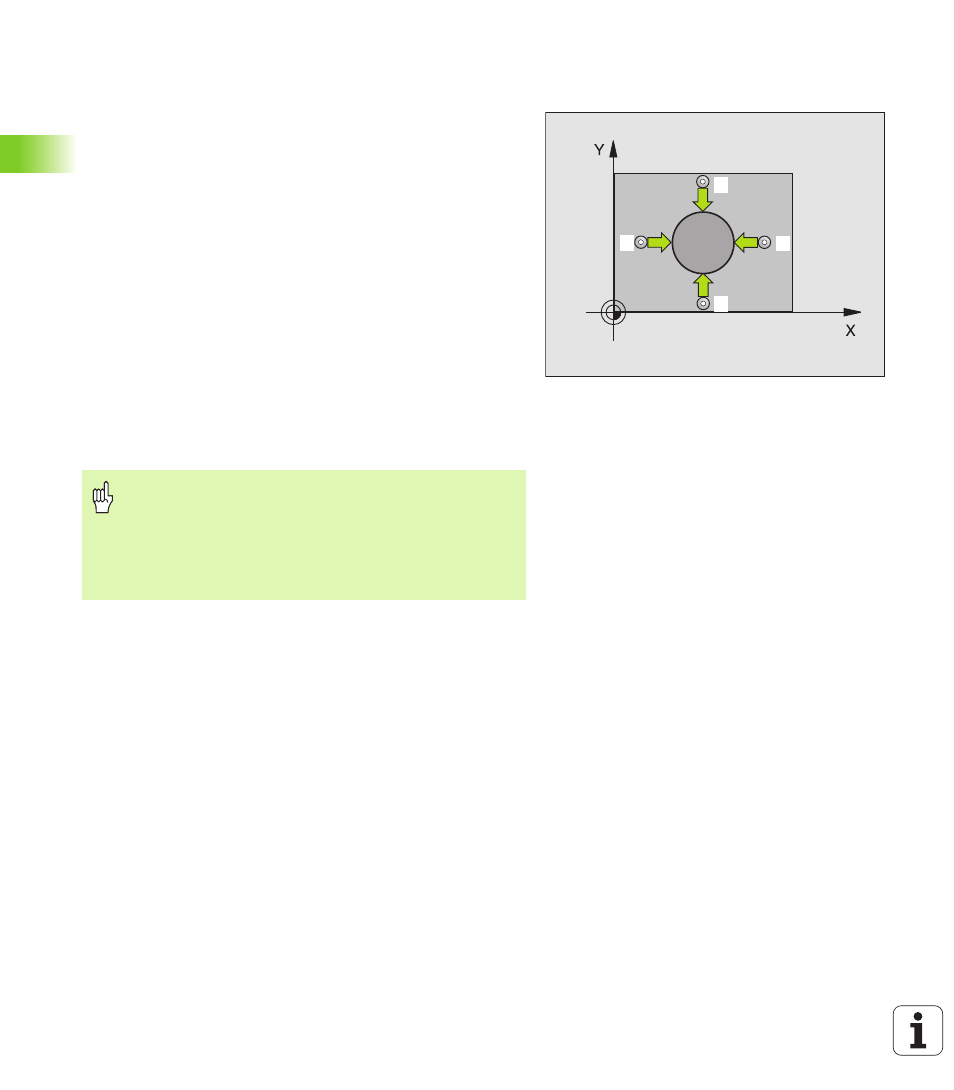
DATUM FROM OUTSIDE OF CIRCLE
(touch probe cycle 413, ISO: G413)
Touch probe cycle 413 finds the center of a circular stud and defines
it as datum. If desired, the TNC can also enter the coordinates into a
datum table.
1
The TNC positions the touch probe to the starting points at rapid
traverse (value from MP6150 or MP6361) following the positioning
logic (see “Running touch probe cycles” on page 7) to the starting
point
1
. The TNC calculates the probe starting points from the data
in the cycle and the safety clearance from MP6140.
2
Then the touch probe moves to the entered measuring height and
probes the first touch point at the probing feed rate (MP6120 or
MP6360). The TNC derives the probing direction automatically
from the programmed starting angle.
3
Then the touch probe moves in a circular arc either at measuring
height or at clearance height to the next starting point
2
and probes
the second touch point.
4
The TNC positions the probe to starting point
3
and then to starting
point
4
to probe the third and fourth touch points.
5
Finally the TNC returns the touch probe to the clearance height and
sets the datum at the measured center, or enters its coordinates
in the active datum table.
3
2
1
4
Before programming, note the following:
To prevent a collision between the touch probe and the
workpiece, enter a high estimate for the nominal diameter
of the pocket (or hole).
Before a cycle definition you must have programmed a
tool call to define the touch probe axis.