2 a u to matic d at u m set ting – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 63
HEIDENHAIN TNC 426, TNC 430
51
3.2 A
u
to
matic D
at
u
m Set
ting
U
U
U
U
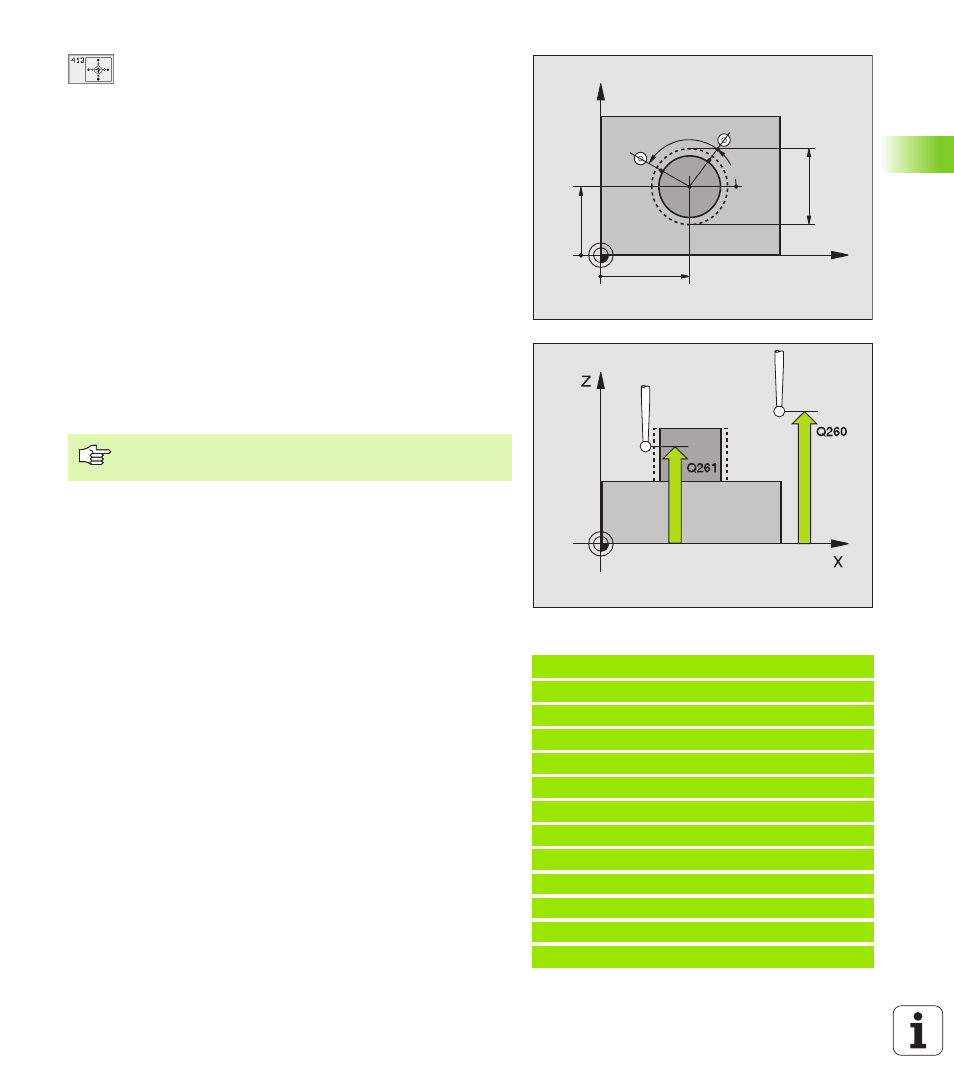
Center in 1st axis
Q321 (absolute value): Center of
the stud in the reference axis of the working plane.
U
U
U
U
Center in 2nd axis
Q322 (absolute value): Center of
the stud in the minor axis of the working plane. If you
program Q322 = 0, the TNC aligns the hole center to
the positive Y axis. If you program Q322 not equal to
0, then the TNC aligns the hole center to the nominal
position.
U
U
U
U
Nominal diameter
Q262: approximate diameter of the
stud. Enter a value that is more likely to be too large
than too small.
U
U
U
U
Starting angle
Q325 (absolute): angle between the
reference axis of the working plane and the first touch
point.
U
U
U
U
Stepping angle
Q247 (incremental): Angle between
two measuring points. The algebraic sign of the
stepping angle determines the direction of rotation
(negative = clockwise) in which the touch probe
moves to the next measuring point. If you wish to
probe a circular arc instead of a complete circle, then
program the stepping angle to be less than 90°.
U
U
U
U
Measuring height in the touch probe axis
Q261
(absolute): coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made.
U
U
U
U
Setup clearance
Q320 (incremental): additional
distance between measuring point and ball tip. Q320
is added to MP6140.
U
U
U
U
Clearance height
Q260 (absolute): coordinate in the
touch probe axis at which no collision between tool
and workpiece (fixtures) can occur.
U
U
U
U
Traversing to clearance height
Q301: definition of
how the touch probe is to move between the
measuring points:
0: Move at measuring height between measuring
points
1: Move at clearance height between measuring points
U
U
U
U
Datum number in table
Q305: Enter the datum
number in the table in which the TNC is to save the
coordinates of the stud center. If you enter Q305=0,
the TNC automatically sets the display so that the
new datum is on the stud center.
U
U
U
U
New datum for reference axis
Q331 (absolute):
coordinate in the reference axis at which the TNC
should set the stud center. Basic setting = 0
U
U
U
U
New datum for minor axis
Q332 (absolute):
coordinate in the minor axis at which the TNC should
set the stud center. Basic setting = 0
Example: NC blocks
5 TCH PROBE 413 DATUM OUTSIDE CIRCLE
Q321=+50 ;CENTER IN 1ST AXIS
Q322=+50 ;CENTER IN 2ND AXIS
Q262=65 ;NOMINAL DIAMETER
Q325=+0 ;STARTING ANGLE
Q247=90 ;STEPPING ANGLE
Q261=-5 ;MEASURING HEIGHT
Q320=0 ;SET-UP CLEARANCE
Q260=+20 ;CLEARANCE HEIGHT
Q301=0 ;TRAVERSE TO CLEAR HEIGHT
Q305=15 ;NO. IN TABLE
Q331=+0 ;DATUM
Q332=+0 ;DATUM
X
Y
Q322
Q321
Q262
Q325
Q247
The smaller the angle, the less accurately the TNC can
calculate the datum. Minimum input value: 5°.