Display the results of measurement – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles User Manual
Page 123
HEIDENHAIN TNC 426, TNC 430
111
4.1 T
o
ol Measur
ement with the T
T T
ool T
ouc
h Pr
obe
MP6507 determines the calculation of the probing feed rate:
MP6507=0:
The measuring tolerance remains constant regardless of the tool
radius. With very large tools, however, the feed rate for probing is
reduced to zero. The smaller you set the maximum permissible
rotational speed (MP6570) and the permissible tolerance (MP6510),
the sooner you will encounter this effect.
MP6507=1:
The measuring tolerance is adjusted relative to the size of the tool
radius. This ensures a sufficient feed rate for probing even with large
tool radii. The TNC adjusts the measuring tolerance according to the
following table:
MP6507=2:
The feed rate for probing remains constant, the error of measurement,
however, rises linearly with the increase in tool radius:
Measuring tolerance = (r • MP6510)/ 5 mm) where
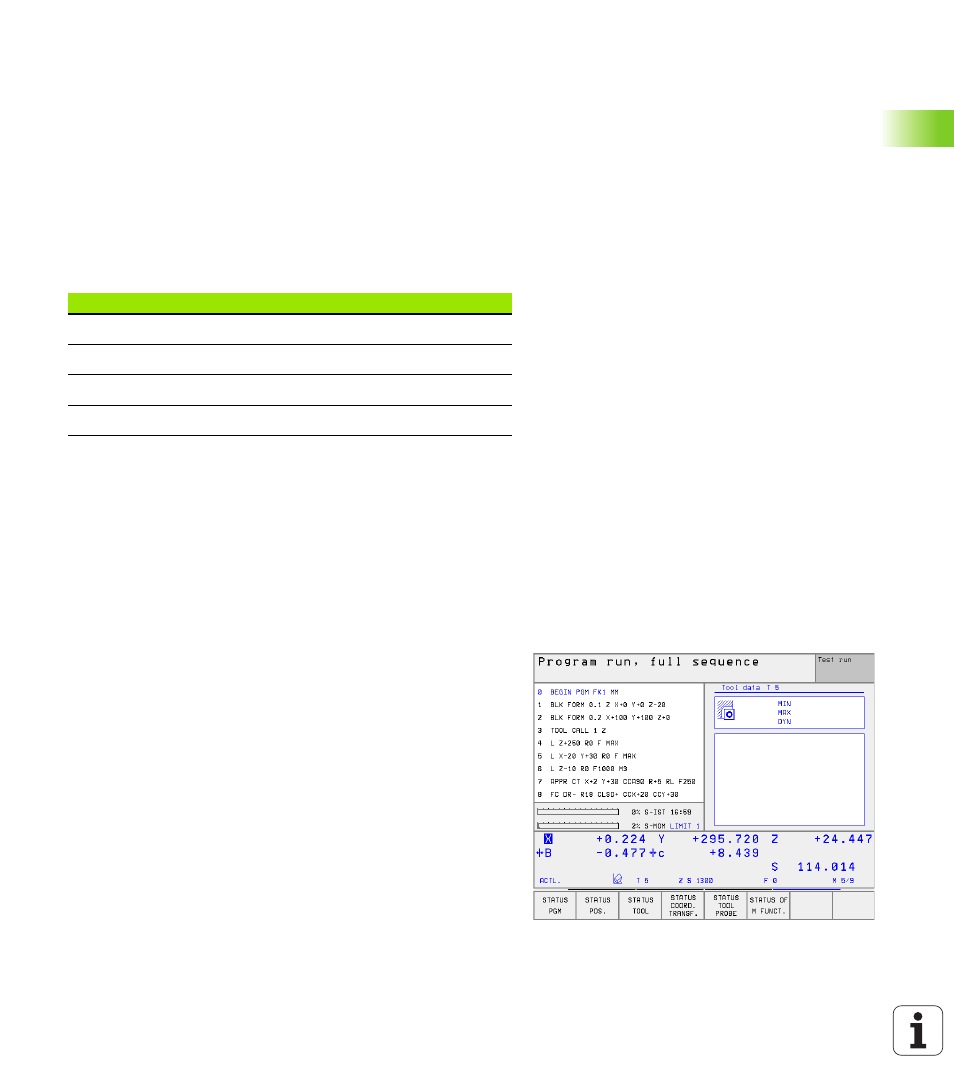
Display the results of measurement
You can display the results of tool measurement in the additional
status display by pressing the STATUS TOOL PROBE soft key (in the
machine operating modes). The TNC then shows the program blocks
in the left and the measuring results in the right screen window. The
measuring results that exceed the permissible wear tolerance are
marked in the status display with an asterisk “*”; the results that
exceed the permissible breakage tolerance are marked with the
character B.
Tool radius
Measuring tolerance
up to 30 mm
MP6510
30 to 60 mm
2 • MP6510
60 to 60 mm
3 • MP6510
90 to 120 mm
4 • MP6510
r
Active tool radius in mm
MP6510
Maximum permissible error of measurement