975 kombi rollnutgerät – RIDGID Combo Roll Groover User Manual
Page 92
Ridge Tool Company
90
975 KOMBI Rollnutgerät
Nutrolle und/oder Antriebswelle verschlissen.
Rohr nicht gerade.
Rohrende nicht rechtwinklig zur Rohrachse.
Rohr und Antriebswelle nicht parallel.
Rohrachse weicht nicht
1
/
2
Grad von der Achse der
Antriebsrolle ab.
Rändelung der Antriebsrolle verstopft oder
abgenutzt.
Vorschubspindel nicht festgezogen.
Drehen der Ratsche in die falsche Richtung.
Im Inneren des Rohrs sind zu viele Glühspäne.
Übermäßig dicke Schweißnähte.
Kein Druck auf das Rohr ausüben.
Rohrende nicht rechtwinklig/entgratet.
Vorschubspindel zu stark festgezogen.
Rohr und Antriebswelle nicht parallel.
Vorschubspindel zu stark festgezogen.
Nutrolle und/oder Antriebswelle austauschen.
Gerades Rohr verwenden.
Rohrende rechtwinklig abschneiden.
Bock ausrichten, so dass das Rohr parallel ver-
läuft.
Rohr um
1
/
2
Grad verschieben.
Antriebsrolle reinigen oder austauschen.
Vorschubspindel bei jeder
Umdrehung mit der Ratsche um den vorgeschrie-
ben Wert anziehen.
Ratsche in die richtige Richtung drehen.
Rohr innen reinigen.
Schweißnaht in einer Entfernung von 2 Zoll vom
Rohrende bündig schleifen.
Druck auf das Rohr ausüben.
(Siehe Abbildung
10).
Rohrende ordnungsgemäß vorbereiten.
Vorschubspindel nur in Schritten von einer
1
/
4
-
Umdrehung anziehen.
Bock ausrichten, so dass das Rohr parallel ver-
läuft.
Vorschubspindel nur eine 1/4-Umdrehung anzie-
hen.
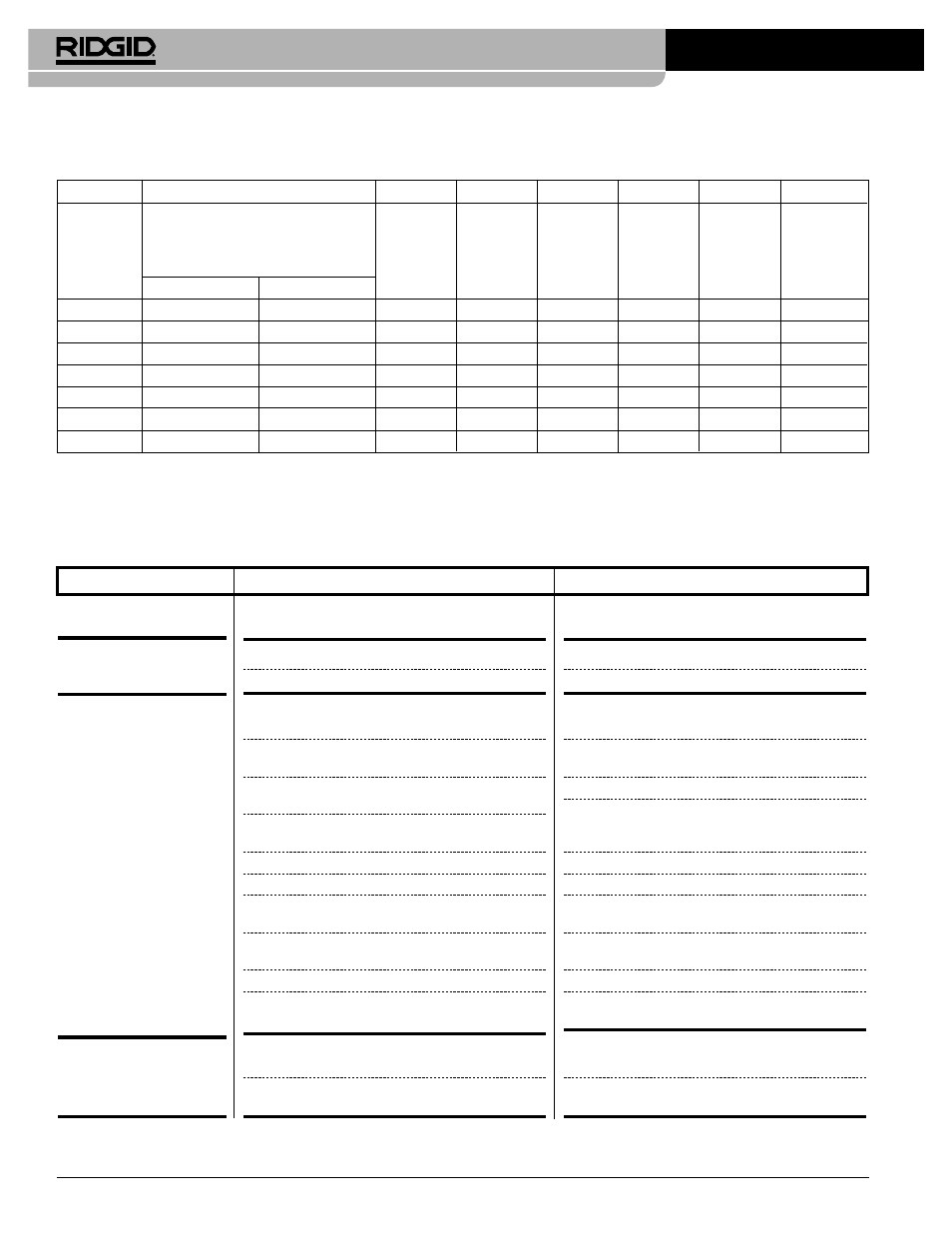
SYMPTOM
MÖGLICHE URSACHEN
ABHILFE
Rollnut zu schmal oder zu
breit.
Rollnut nicht senkrecht
zur Rohrachse.
Rohr führt während des
Nutvorgangs nicht
nach/Rollnutgerät führt
während des Nutvorgangs
nicht auf dem Rohr nach.
Rohr am genuteten Ende
aufgeweitet.
Fehlersuche
Tabelle III. Technische Daten für Rollnut in Kupferrohren
1
2
3
4
5
6
7
8
A
B
C
D
T
A
+.03
+.00
Anm.
1
Grundwert
Toleranz
±0.03
–.000
–.02
2”
2.125
±0.002
0.610
0.300
2.029
0.048
DWV
2.220
2
1
/
2
“
2.625
±0.002
0.610
0.300
2.525
0.050
0.065
2.720
3”
3.125
±0.002
0.610
0.300
3.025
0.050
DWV
3.220
4”
4.125
±0.002
0.610
0.300
4.019
0.053
DWV
4.220
5”
5.125
±0.002
0.610
0.300
5.019
0.053
DWV
5.220
6”
6.125
±0.002
0.610
0.300
5.999
0.063
DWV
6.220
8”
8.125
+0.002/-0.004
0.610
0.300
7.959
0.083
DWV
8.220
1. Die Nutnenntiefe wird als Bezugsgröße angegeben. Die Nuttiefe nicht für die Entscheidung über die Annehmbarkeit einer Nut heranziehen.
Nenn-
Abmessung
Zoll
Rohr-Außen-
durchmesser, A.D.
Dichtungs-
sitz
Nut-
breite
Nut-
durchm.
Nut-
tiefe
Min.
Spiel
Wand-
stärke
Max.
Spiel
Aufweitungs-
durchm.