Entalhadora de rolos 975 combo – RIDGID Combo Roll Groover User Manual
Page 158
Ridge Tool Company
156
Entalhadora de rolos 975 Combo
Rolo entalhador e/ou veio de transmissão estão
gastos.
O cano não está direito segundo o comprimento.
A extremidade do cano não está perpendicular ao
eixo do cano.
O cano e o veio de transmissão não estão paralelos.
O eixo do cano não tem um desvio de
1
/
2
grau em
relação ao eixo do rolo accionador.
Estria do rolo accionador entupida ou desgastada.
O fuso não está apertado.
Rodar o roquete no sentido errado.
O interior do cano está muito incrustado.
Excesso de costura de soldadura.
Não aplicar pressão ao cano.
A extremidade do cano não está perpendicu-
lar/eliminar rebarbas.
Fuso apertado demais.
O cano e o veio de transmissão não estão
paralelos.
Fuso apertado demais.
Substituir o rolo entalhador e/ou o veio de trans-
missão.
Usar um cano direito.
Cortar a extremidade do cano na perpendicular.
Regular a base para o cano ficar paralelo.
Desviar o cano
1
/
2
grau.
Limpar ou substituir o rolo accionador.
Apertar o fuso com o roquete para cada
revolução conforme as instruções.
Rodar o roquete no sentido correcto.
Limpar o interior do cano.
Limar a costura da soldadura para a alisar até 2”
da extremidade do cano.
Aplicar pressão ao cano.
(Ver Figura 10)
Preparar adequadamente a extremidade do cano.
Fazer avançar o fuso em incrementos de apenas
1
/
4
de volta.
Regular a base para o cano ficar paralelo.
Fazer avançar o fuso apenas 1/4 de volta.
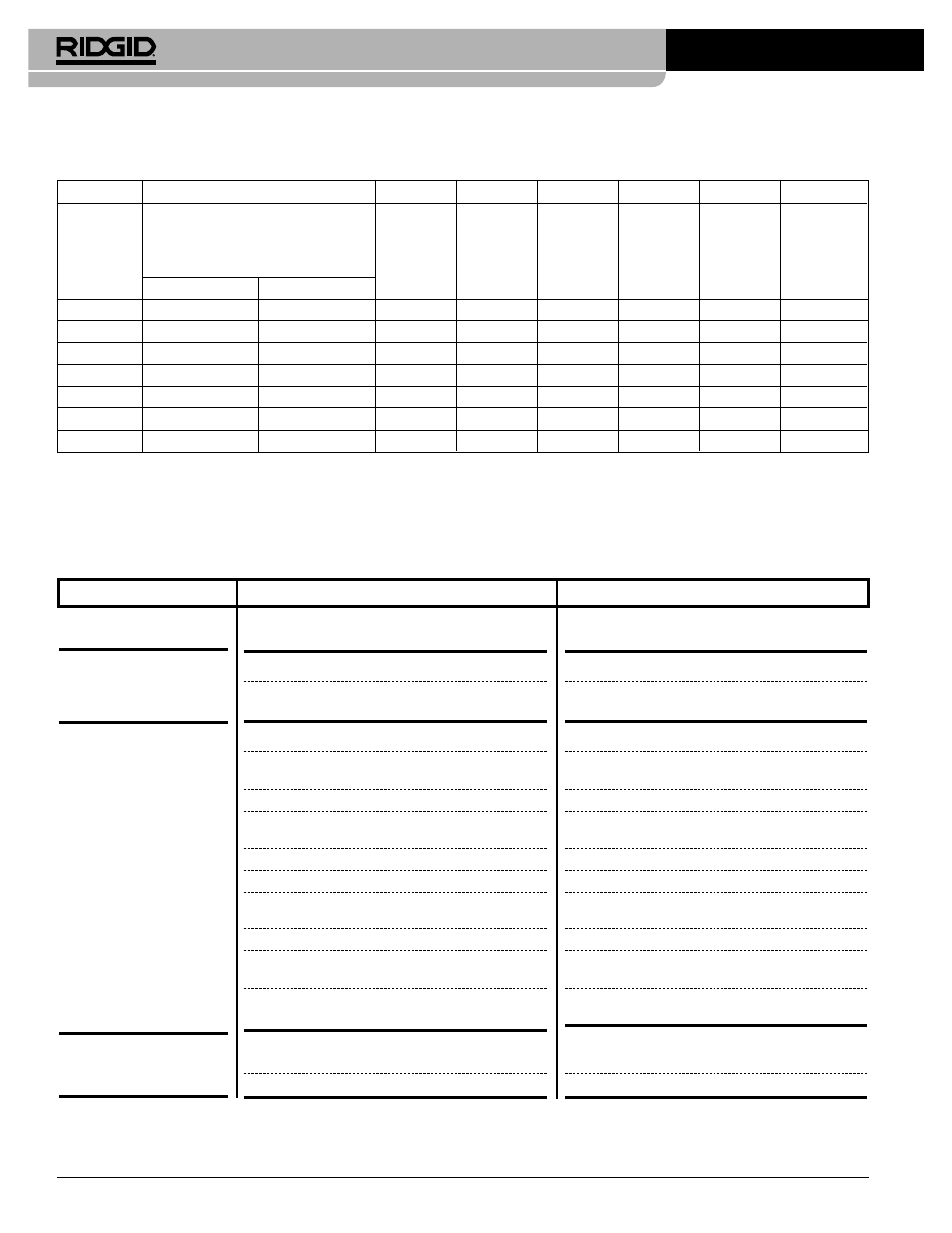
SINTOMA
RAZOES POSSIVEIS
SOLUCAO
Sulco demasiado estreito
ou demasiado largo.
Sulco não está perpendi-
cular ao eixo do cano.
O cano não fica no trilho
durante o entalhamento/A
entalhadora não se man-
tém no trilho no cano
durante o entalhamento.
Cano deformado na extre-
midade entalhada.
Resolução de problemas
Quadro III. Especificações de entalhe em tubos de cobre
1
2
3
4
5
6
7
8
A
B
C
D
T
A
+.03
+.00
Ref.
1
Básico
Tolerância
±0.03
–.000
–.02
2”
2.125
±0.002
0.610
0.300
2.029
0.048
DWV
2.220
2
1
/
2
“
2.625
±0.002
0.610
0.300
2.525
0.050
0.065
2.720
3”
3.125
±0.002
0.610
0.300
3.025
0.050
DWV
3.220
4”
4.125
±0.002
0.610
0.300
4.019
0.053
DWV
4.220
5”
5.125
±0.002
0.610
0.300
5.019
0.053
DWV
5.220
6”
6.125
±0.002
0.610
0.300
5.999
0.063
DWV
6.220
8”
8.125
+0.002/-0.004
0.610
0.300
7.959
0.083
DWV
8.220
1. A Profundidade Nominal do Sulco é fornecida como dimensão de referência. Não utilize a profundidade do sulco para determinar se o sulco é
aceitável.
Dim.
Nom.
Polegadas
Diâmetro exterior
dos tubos D.E.
Empanque Largura
do sulco
Dia.
do sulco
Prof.
do sulco
Espess.
Mín.
Parede
Permit.
Def.
Máx.
Dia.
Perm.