Tabla iii. especificaciones para ranuras en cobre, Detección de averías – RIDGID Combo Roll Groover User Manual
Page 70
Ridge Tool Company
68
Ranuradora a rodillos combinada No. 975
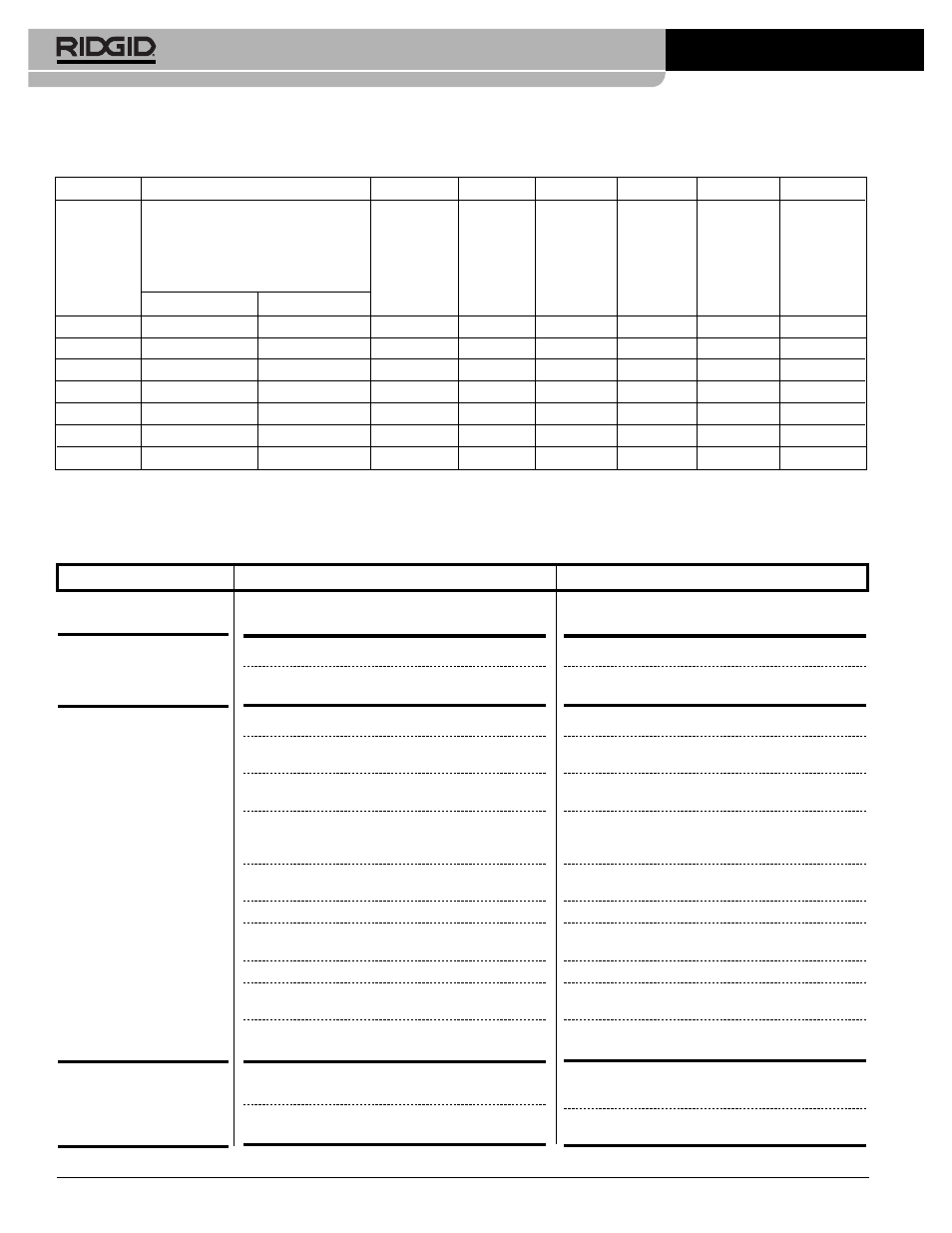
Tabla III. Especificaciones para ranuras en cobre
1
2
3
4
5
6
7
8
A
B
C
D
T
Asiento
Ancho
Ø
Prof.
Tolerancia Tolerancia
Dimensión
Ø ext. Tubo
empaque-
de la
de la
de la
mín.
máx.
nominal
tadura
ranura
ranura
ranura
grosor
Ø
pulgadas
A
+0,03
+0,00
Ref.
1
pared
abocinado
Básico
Tolerancia
±0,03
–0,000
–0,02
2
2,125
±0,002
0,610
0,300
2,029
0,048
DWV
2,220
2
1
/
2
2,625
±0,002
0,610
0,300
2,525
0,050
0,065
2,720
3
3,125
±0,002
0,610
0,300
3,025
0,050
DWV
3,220
4
4,125
±0,002
0,610
0,300
4,019
0,053
DWV
4,220
5
5,125
±0,002
0,610
0,300
5,019
0,053
DWV
5,220
6
6,125
±0,002
0,610
0,300
5,999
0,063
DWV
6,220
8
8,125
+0,002/-0,004
0,610
0,300
7,959
0,083
DWV
8,220
1. La Profundidad Nominal de Ranura se entrega como una dimensión de referencia. No use la profundidad de ranura para determinar si la ranura
es aceptable.
Rodillo de ranurado y/o eje de accionamiento
desgastado.
Tubo torcido.
Extremo del tubo no se encuentra en ángulo recto
respecto al eje del tubo.
Tubo y eje de accionamiento no están paralelos.
El eje del tubo no se ha desviado en
1
/
2
grado en
relación con el eje del rodillo de accionamiento.
Estrías del rodillo de accionamiento tapadas o
planas por el desgaste.
Tornillo de alimentación no apretado.
Trinquete se está girando en la dirección equivo-
cada.
Tubo tiene demasiadas escamas en su interior.
Costura soldada es demasiado grande.
No se le está aplicando presión al tubo.
El extremo del tubo no está cortado en ángulo
recto o tiene rebabas.
Tornillo de alimentación demasiado apretado.
Tubo y eje de accionamiento no están paralelos.
Tornillo de alimentación demasiado apretado.
Reemplace el rodillo de ranurado y/o eje de
accionamiento.
El tubo debe ser recto.
Corte el extremo del tubo en 90 grados.
Ajuste el soporte para que el tubo esté paralelo.
Desvíe el tubo en
1
/
2
grado.
Limpie o reemplace el rodillo de accionamiento.
Apriete el tornillo de alimentación con el trinquete
después de cada revolución del tubo, como se
indica.
Gire el trinquete en el sentido correcto.
Limpie el interior del tubo.
Amole la costura soldada 2 pulgadas desde el
extremo del tubo.
Presione el tubo con su mano
(vea la Figura 10).
Prepare el extremo del tubo como se debe.
Gire el tornillo de alimentación sólo de a
1
/
4
de vuelta.
Ajuste el soporte para que el tubo quede paralelo al
eje de accionamiento.
Sólo apriete el tornillo de alimentación de a
1
/
4
de
vuelta.
PROBLEMA
POSIBLES CAUSAS
SOLUCIÓN
Ranura muy angosta o
muy ancha.
La ranura no está perpen-
dicular al eje del tubo.
El tubo no avanza
durante el ranurado, o
bien, la ranuradora no
avanza sobre el tubo.
El tubo se abocina o
acampana en el extremo
ranurado.
Detección de averías