Kombinirani kolutni vtiskovalnik utorov 975 – RIDGID Combo Roll Groover User Manual
Page 437
Ridge Tool Company
435
Kombinirani kolutni vtiskovalnik utorov 975
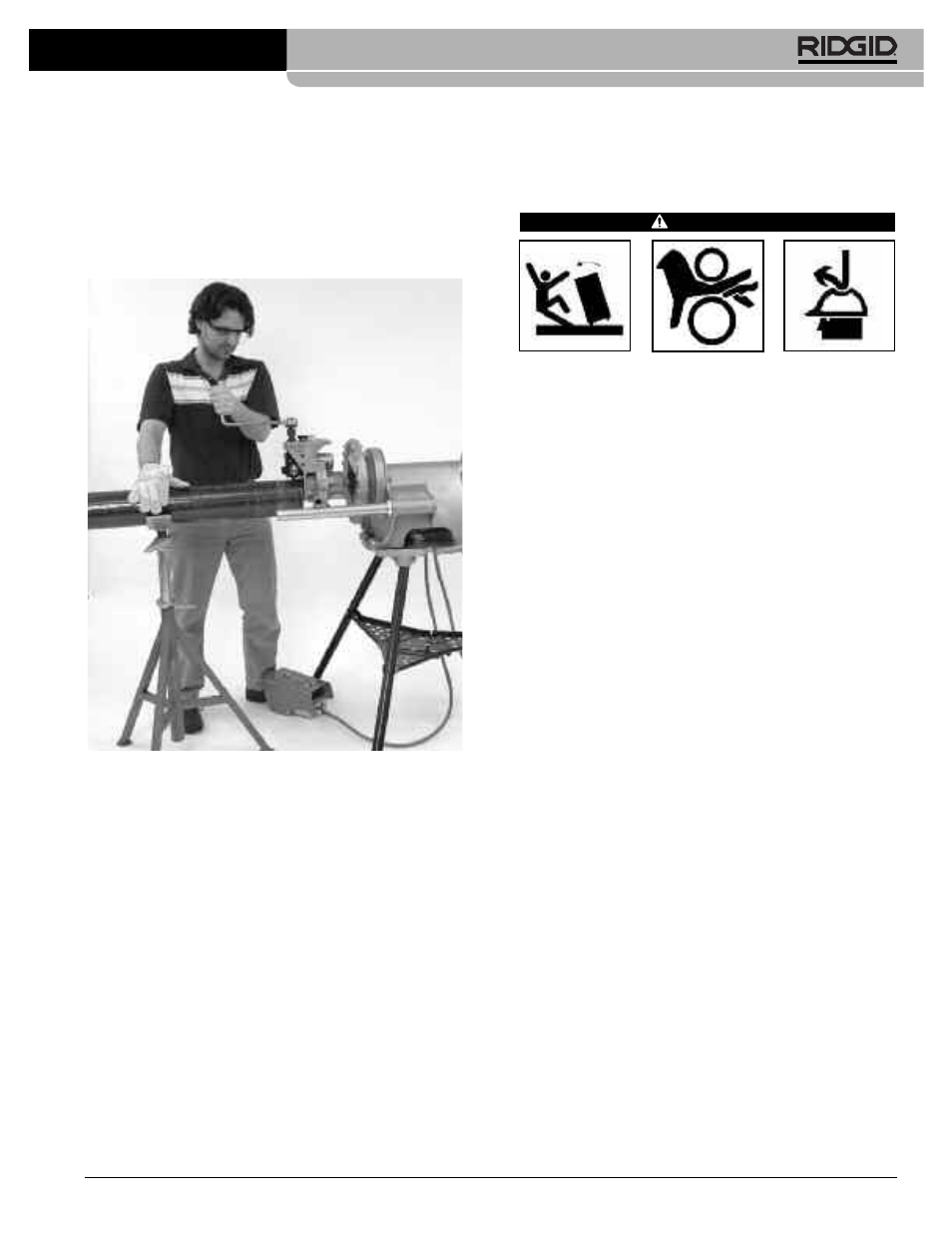
oprijeti srednji del cevi, kot prikazuje slika 13. V tem primeru
bo morda potrebno stojalo, na katerega je montiran elek-
trični pogon/naprava za izdelavo navojev, pritrditi na tla, da
preprečite premikanje med izdelavo utorov. Da bi pre-
prečili poškodbe zaradi stisnjenja, držite roke proč od
utornega koluta in konca cevi in ne izdelujte utorov na
ceveh, krajših od priporočenih dolžin.
Slika 13 – Pritisk na cev med izdelavo utora, da se ohrani
sledenje
• Celovit seznam razlogov za težave s sledenjem in možne
rešitve si oglejte v poglavju Odpravljanje težav.
Priprava naprave in delovnega
območja za uporabo na mestu
vgradnje
OPOZORILO
Vedno nosite zaščito za oči, da zaščitite svoje oči pred uma-
zanijo in tujki. Nosite obuvala z jekleno zaščito prstov, ki vas
bodo varovala v primeru prevračanja in padanja orodja ali
cevi. Pri delu na mestu vgradnje nosite čelado.
Kolutni vtiskovalnik utorov in delovno območje pripravite v
skladu s temi postopki, da se zmanjša nevarnost poškodb
prevračanja naprave, stisnjenja in drugih razlogov in da se
preprečijo poškodbe kolutnega vtiskovalnika utorov.
1. Izberite delovno območje z naslednjimi lastnostmi:
• Ustrezna osvetlitev.
• Brez vnetljivih tekočin, hlapov ali prahu, ki se lahko vžge-
jo. Če so te snovi prisotne, v delovnem območju ne delaj-
te, dokler ne ugotovite oziroma odstranite njihovih virov.
• Čisto, ravno, stabilno in suho mesto z zadostnim pro-
storom za vso opremo in operaterja.
2. Pred namestitvijo opreme očistite delovno območje. Vedno
obrišite morebitne sledi olja.
3. Preglejte cev, na kateri boste izdelovali utor, in se prepri-
čajte, da je kombinirani kolutni vtiskovalnik utorov 975
ustrezno orodje za to delo. Kombinirani kolutni vtiskovalnik
utorov 975 je primeren za izdelavo utorov na jeklenih, alu-
minijastih in plastičnih ceveh debeline 10 in 40 in velikosti
od 1
1
/
4
“ do 6”. Namenjen je tudi za izdelavo utorov na
ceveh iz nerjavnega jekla vel. od 1
1
/
4
“ do 6” debeline 10, ter
vel. od 1
1
/
4
“ do 2” in debeline 40. Ob zamenjavi kompleta
kolutov se lahko uporablja za bakrene cevi vrste K, L, M in
DWV premera 2”–8”.
Kombinirani kolutni vtiskovalnik utorov 975 se lahko upo-
rablja na mestu vgradnje (vgrajena cev ali cev v primežu) ali
z el. pogonom RIDGID 300 ali napravo za izdelavo navojev
300 Compact za uporabo z el. pogonom na mestu dela.
Kombinirani kolutni vtiskovalnik utorov 975 ni namenjen za
uporabo v proizvodnji.
4. Kadar utore izdelujete na mestu vgradnje, se prepričajte, da
bo na voljo dovolj prostora za kombinirani kolutni vtisko-
valnik utorov 975 in delo z njim. Kolutni vtiskovalnik utorov
mora obkrožiti trdno vgrajeno cev, za kar potrebujete:
• Najmanj 6
1
/
2
“ (165 mm) prostega prostora okrog cevi, na
kateri boste izdelali utor.