Scanalatrice combinata a rulli 975 – RIDGID Combo Roll Groover User Manual
Page 136
Ridge Tool Company
134
Scanalatrice combinata a rulli 975
Rullo scanalatore e/o albero di trasmissione usu-
rato.
Tratto di tubo non diritto.
Estremità del tubo non in squadra con lʼasse del
tubo.
Tubo e albero di trasmissione non paralleli.
Asse del tubo non sfalsato di
1
/
2
grado dallʼasse del
rullo di trasmissione.
Zigrinatura del rullo di trasmissione otturata o usu-
rata.
Vite di alimentazione non serrata.
Cricchetto ruotato nella direzione sbagliata
Eccessive incrostazioni allʼinterno del tubo.
Saldatura eccessiva.
Pressione non applicata al tubo.
Estremità del tubo non in squadra o con bavature.
Vite di alimentazione troppo serrata.
Tubo e albero di trasmissione non paralleli.
Vite di alimentazione troppo serrata.
Sostituire il rullo scanalatore e/o lʼalbero di tra-
smissione.
Usare un tubo diritto.
Tagliare lʼestremità del tubo in squadra.
Regolare il cavalletto di supporto per rendere il
tubo parallelo.
Sfalsare il tubo di
1
/
2
grado.
Pulire o sostituire il rullo dellʼalbero di trasmissio-
ne.
Serrare la vite di alimentazione con il cricchetto ad
ogni giro come indicato.
Ruotare il cricchetto nella direzione corretta.
Pulire lʼinterno del tubo.
Rettificare la saldatura a filo per 5 cm
dallʼestremità del tubo.
Applicare pressione al tubo
(v. Figura 10).
Preparare correttamente lʼestremità del tubo.
Fare avanzare la vite di alimentazione solo a
incrementi di
1
/
4
di giro.
Regolare il cavalletto di supporto per rendere il
tubo parallelo.
Fare avanzare la vite di regolazione solo di 1/4 di
giro.
SINTOMO
POSSIBILI CAUSE
SOLUZIONE
Scanalatura a rulli troppo
stretta o troppo larga.
Scanalatura a rulli non
perpendicolare allʼasse
del tubo.
Il tubo non avanza
durante la scanalatura/ La
scanalatrice non avanza
sul tubo durante la
scanalatura.
Tubo svasato allʼestremità
scanalata.
Risoluzione dei problemi
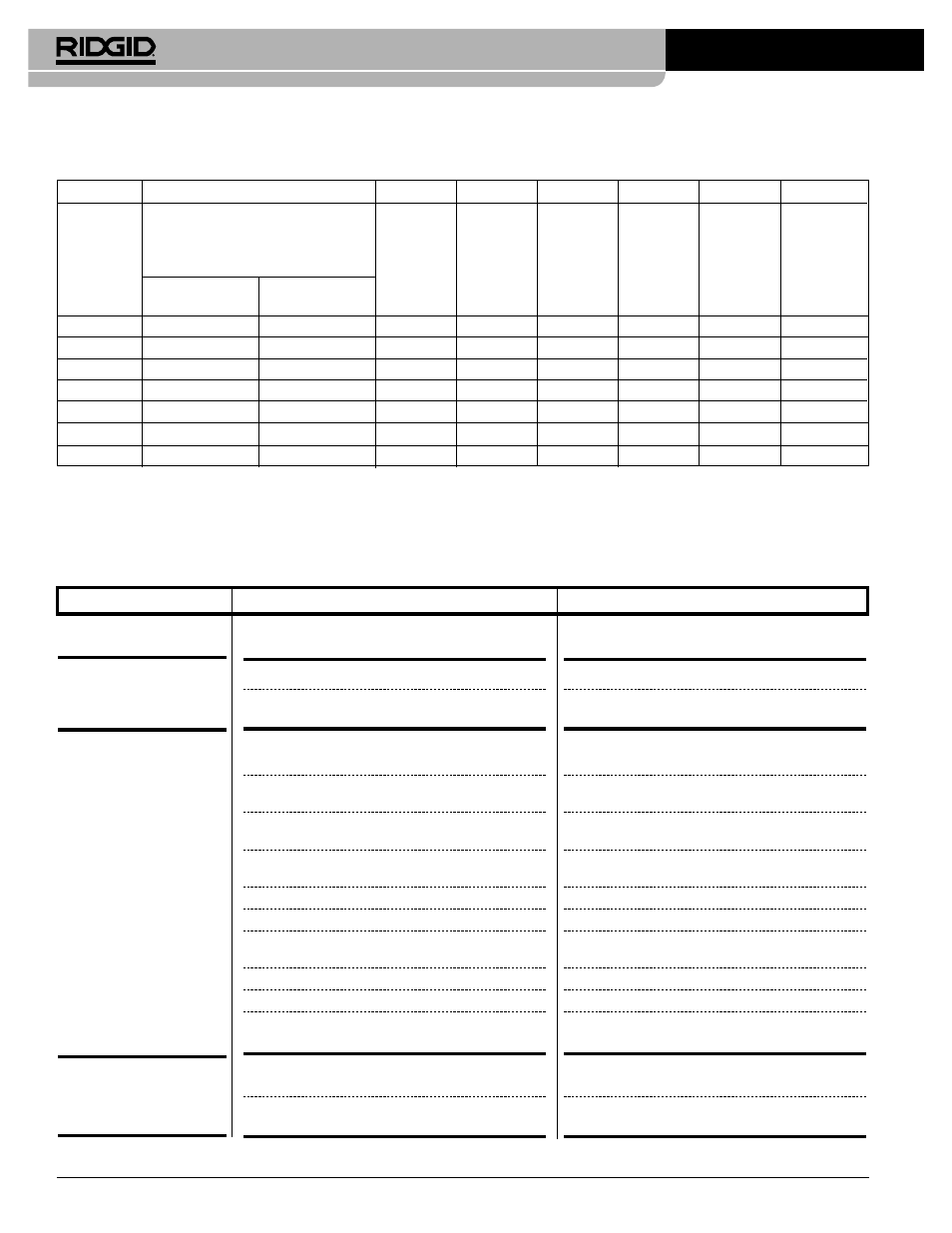
Tabella III. Specifiche di scanalatura a rulli per tubi in rame
1
2
3
4
5
6
7
8
A
B
C
D
T
A
+.03
+.00
Rif.
1
Base
Tolleranza
±0.03
–.000
–.02
2”
2.125
±0.002
0.610
0.300
2.029
0.048
DWV
2.220
2
1
/
2
“
2.625
±0.002
0.610
0.300
2.525
0.050
0.065
2.720
3”
3.125
±0.002
0.610
0.300
3.025
0.050
DWV
3.220
4”
4.125
±0.002
0.610
0.300
4.019
0.053
DWV
4.220
5”
5.125
±0.002
0.610
0.300
5.019
0.053
DWV
5.220
6”
6.125
±0.002
0.610
0.300
5.999
0.063
DWV
6.220
8”
8.125
+0.002/-0.004
0.610
0.300
7.959
0.083
DWV
8.220
1. La profondità nominale della scanalatura viene indicata come riferimento. Non usare la profondità della scanalatura per determinare
lʼaccettabilità della scanalatura.
Dim.
nom.
in pollici
Diametro esterno
del tubo (D.E.)
Sede della
guarnizione
Larghezza
della
scanalatura
Diametro
della
scanalatura
Profondità
della
scanalatura
Spess.
parete
minimo
ammesso
Diametro
svasatura
massimo
ammesso