Generac Power Systems MC User Manual
Page 75
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
3.3.2- INSPECTION AND REPAIR
3.3.2.1- CYLINDER BLOCK
Replace cylinder block i£:-
a. )-Fins are broken or cracked
b. )-Head mounting surface is warped
c. )-Cylinder inner diameter is greater than 0,5 mm oversize.
If cylinder is to be rebored, first determine whether to bore 0,25 mm
or 0,50 mm oversize. Use any standard commercial hone of a suitable
size. Chuck the hone in a drill press having about a 600 rpm speed.
Use standard boring procedures.
Valve seats require grinding only if pitted or scored. If seats are
not pitted or scored, lapping will provide a satisfactory valve seat.
Valves must be lapped to seats when seats are reground,
3.3.2.2- ENGINE GEAR COVER
Clean and degrease engine gear cover. Replace if cracked, warped, or
damaged,
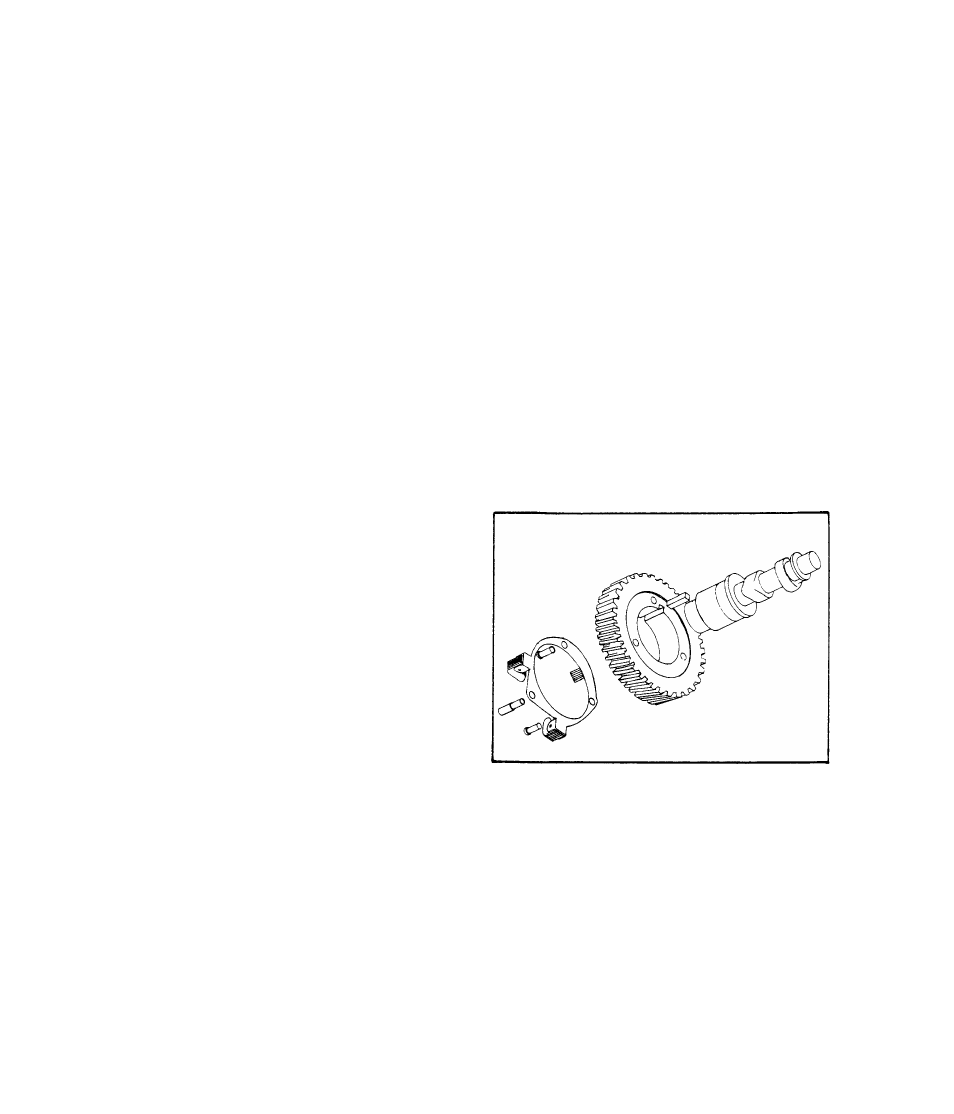
3.3.2.3- CAMSHAFT
Clean camshaft in non-flammable
solvent and blow dry. Replace a
camshaft that shows signs of
wear or scoring. If a damaged
camshaft gear is replaced, also
replace the mating crankshaft
gear. If keyways are damaged or
worn, replace camshaft. Inspect
keys, replace any that are dam
aged or worn excessively. Repl
ace flyweight or governor shaft
if damaged.
3.3.2.4-CRANK SHAFT
Replace crankshaft if:-
a. )- Damaged threads can’t be dressed
b. )- Bearing surfaces are worn, scratched or damaged
c. )- Flat spots have developed
d. )- Crankshaft is bent - NEVER TRY TO STRAIGHTEN A BENT CRANKSHAFT
e. )- Crankpin is out-of-round more than 0,002 inch
When installing a crankshaft, always lubricate bearing surfaces. If the
camshaft drive gear on crankshaft is replaced, replace the mating cam
shaft gear as well. The crankshaft must be shimmed during assembly to
establish an end play of 0,0039 to 0,0118 inch.
3,3-5