Path contours - cartesian coordinates -10, 4 path contours - cartesian coordinates – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 93
5-10
TNC 360
5
Programming Tool Movements
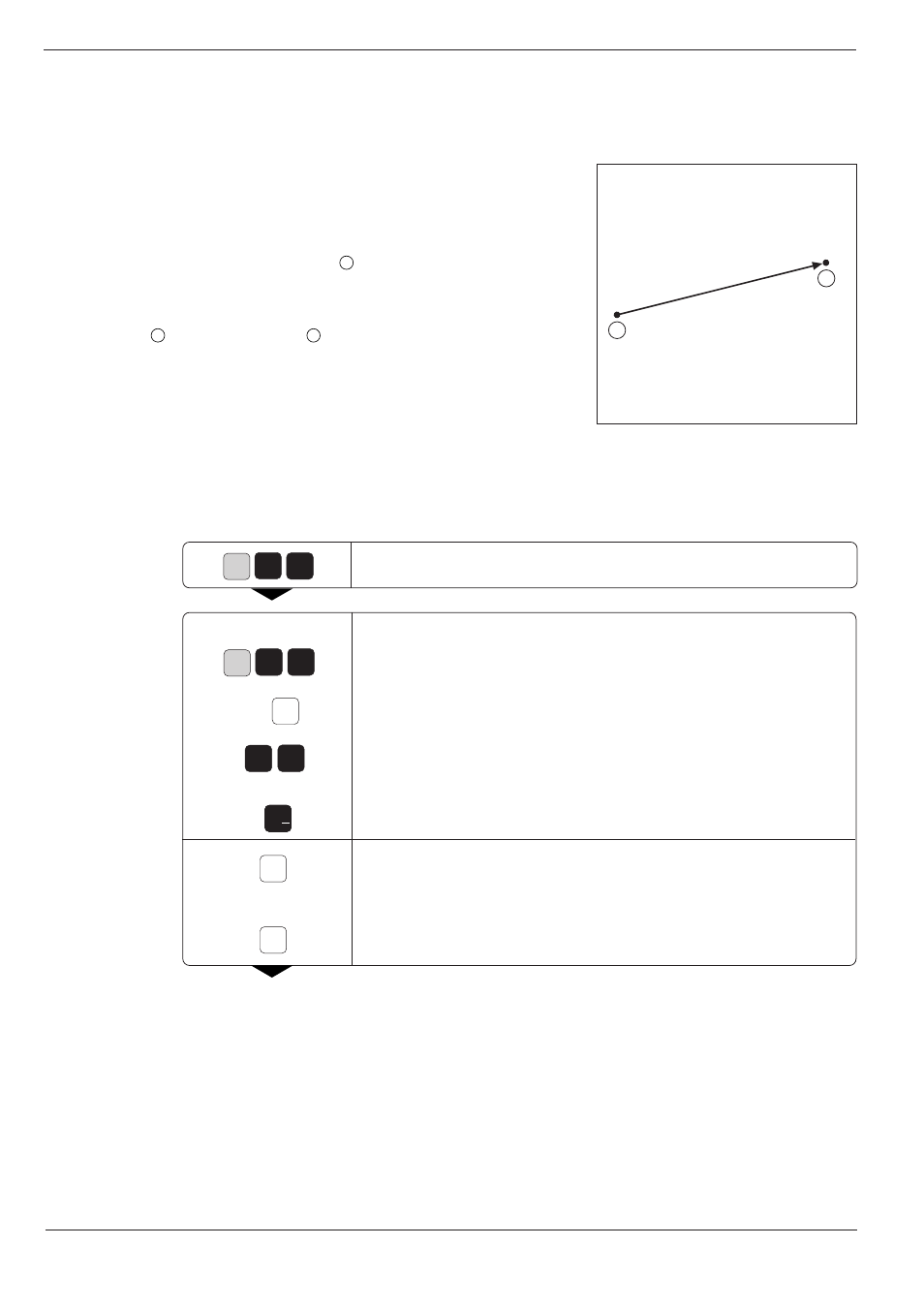
Fig. 5.14:
A linear movement
S
E
0
0
If necessary
G
.
.
.
.
.
.
If necessary
5
0
e.g.
X
e.g.
G
1
9
e.g.
e.g.
Y
Z
+/
5.4 Path Contours - Cartesian Coordinates
Straight line at rapid traverse G00
Straight line with feed rate G01 F ...
To program a straight line, you enter:
• The coordinates of the end point
E
• If necessary:
Radius compensation, feed rate, miscellaneous function
The tool moves in a straight line from its starting position to the end
point
E
. The starting position
S
was reached in the previous block.
To program a straight line:
Straight line at rapid traverse.
Identify coordinates as relative values, for example G91 X–50 mm.
Press the orange axis selection key, for example X.
Enter the coordinate of the end point.
If the coordinate is negative, press the +/- key once, for example
X = –50 mm.
Enter all further coordinates of the end point.