Entering tool data in program 0 -8 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 72
TNC 360
4-8
4
Programming
Abbreviation
T
S
P
L
R
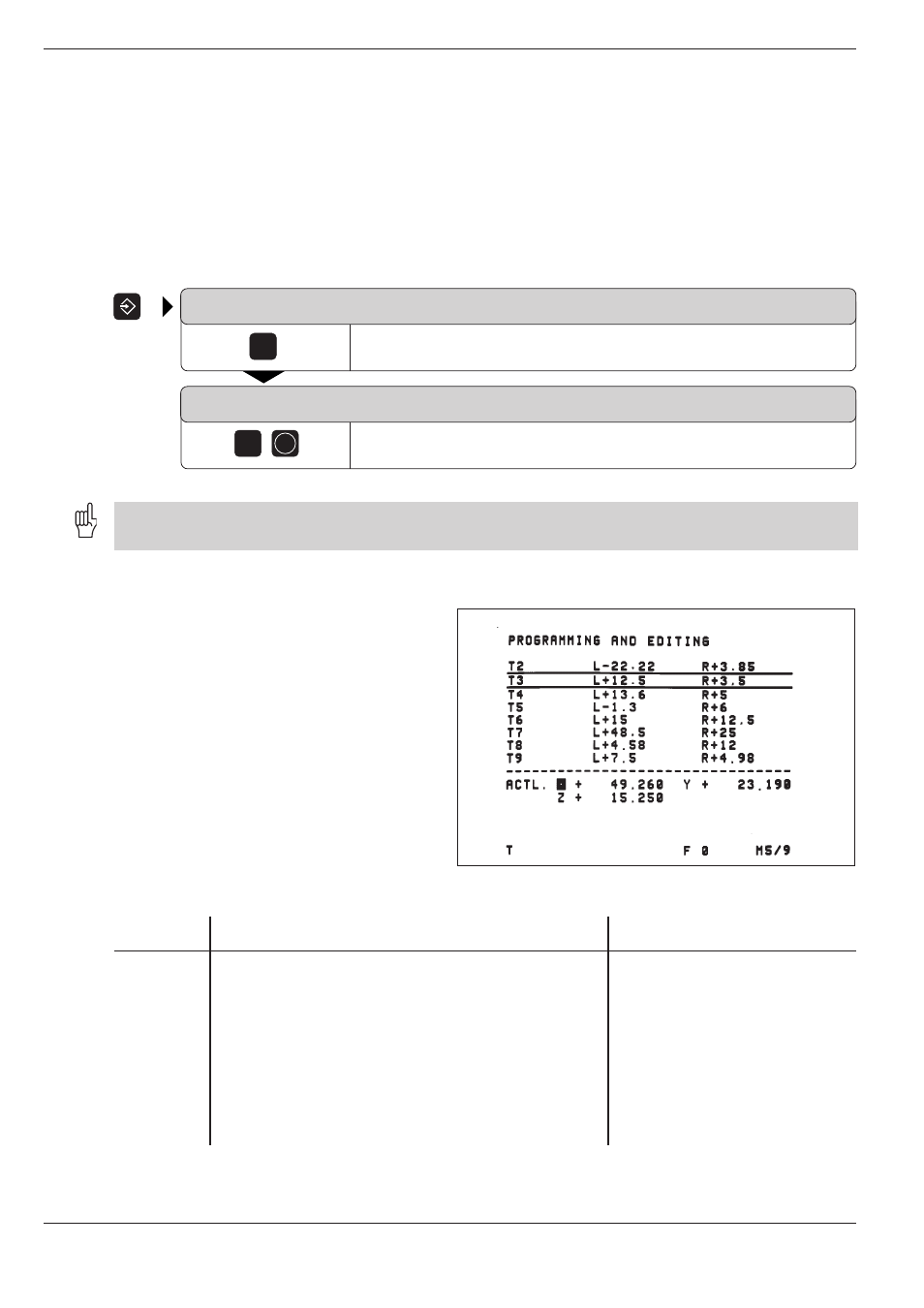
Fig. 4.3:
Tool table
4.2
Tools
Input
Tool number: the number with which the tool is called in a
part program
Special tool with large radius requiring more than one
pocket in the tool magazine. A certain number of pockets
is kept vacant on each side of the special tool. The letter S
then appears in front of the tool number.
Pocket number of the tool in the magazine
Compensation value for the Length of the tool
Radius of the tool
Dialog
–
SPECIAL TOOL?
YES = ENT / NO = NO ENT
POCKET NUMBER?
TOOL LENGTH L?
TOOL RADIUS R?
Data in the tool table
The tool table contains further information in
addition to the tool dimensions.
PGM
NR
0
ENT
Entering tool data in program 0
The data for all tools can be entered in a common tool table. The number
of tools in the table is selected through the machine parameter MP 7260.
If your machine uses an automatic tool changer, the tool data must be
stored in the tool table.
Editing the tool table (program 0)
PROGRAMMING AND EDITING
Call the program directory.
PROGRAM NUMBER =
Select the tool table.
In the ELECTRONIC HANDWHEEL and MANUAL modes of operation, you can call the tool table at any time by
simply pressing ENT.