HEIDENHAIN TNC 360 ISO Programming User Manual
Page 174
8-21
8
Cycles
TNC 360
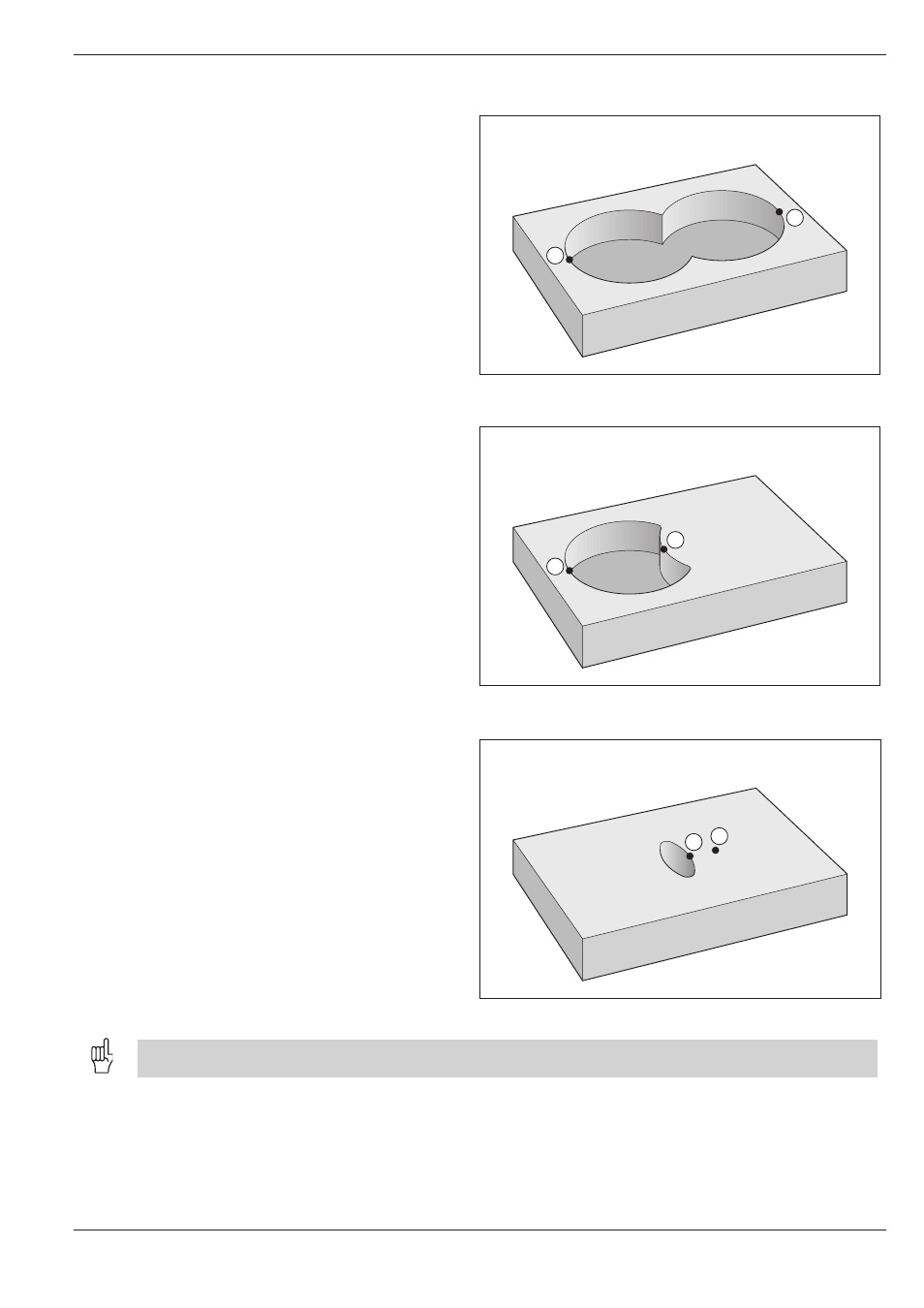
Fig. 8.20:
Overlapping pockets: area of inclusion
Fig. 8.22:
Overlapping pockets: area of intersection
Fig. 8.21: Overlapping pockets: area of exclusion
8.3
SL Cycles
A
B
A
B
A
B
Area of inclusion
Both areas (element A and element B) are to be
machined — including the area of overlap.
• A and B must be pockets.
• The first pocket in cycle G37 must start outside
the second.
N110
G98 L1 *
N120
G01 G41 X+10 Y+50 *
N130
I+35 J+50 G03 X+10 Y+50 *
N140
G98 L0 *
N150
G98 L2 *
N160
G01 G41 X+90 Y+50 *
N170
I+65 J+50 G03 X+50 Y+50 *
N180
G98 L0 *
Area of exclusion
Surface A is to be machined without the portion
overlapped by B
• A must be a pocket and B an island.
• A must start outside of B.
N110
G98 L1 *
N120
G01 G41 X+10 Y+50 *
N130
I+35 J+50 G03 X+10 Y+50 *
N140
G98 L0 *
N150
G98 L2 *
N160
G01 G42 X+90 Y+50 *
N170
I+65 J+50 G03 X+90 Y+50 *
N180
G98 L0 *
Area of intersection
Only the area of intersection of A and B is to be
machined.
• A and B must be pockets.
• A must start inside B.
N110
G98 L1 *
N120
G01 G41 X+60 Y+50 *
N130
I+35 J+50 G03 X+60 Y+50 *
N140
G98 L0 *
N150
G98 L2 *
N160
G01 G41 X+90 Y+50 *
N170
I+65 J+50 G03 X+90 Y+50 *
N180
G98 L0 *
The subprograms are used in the main program on page 8-20.