Mirror image g28 -33, Yx z – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 186
8-33
8
Cycles
TNC 360
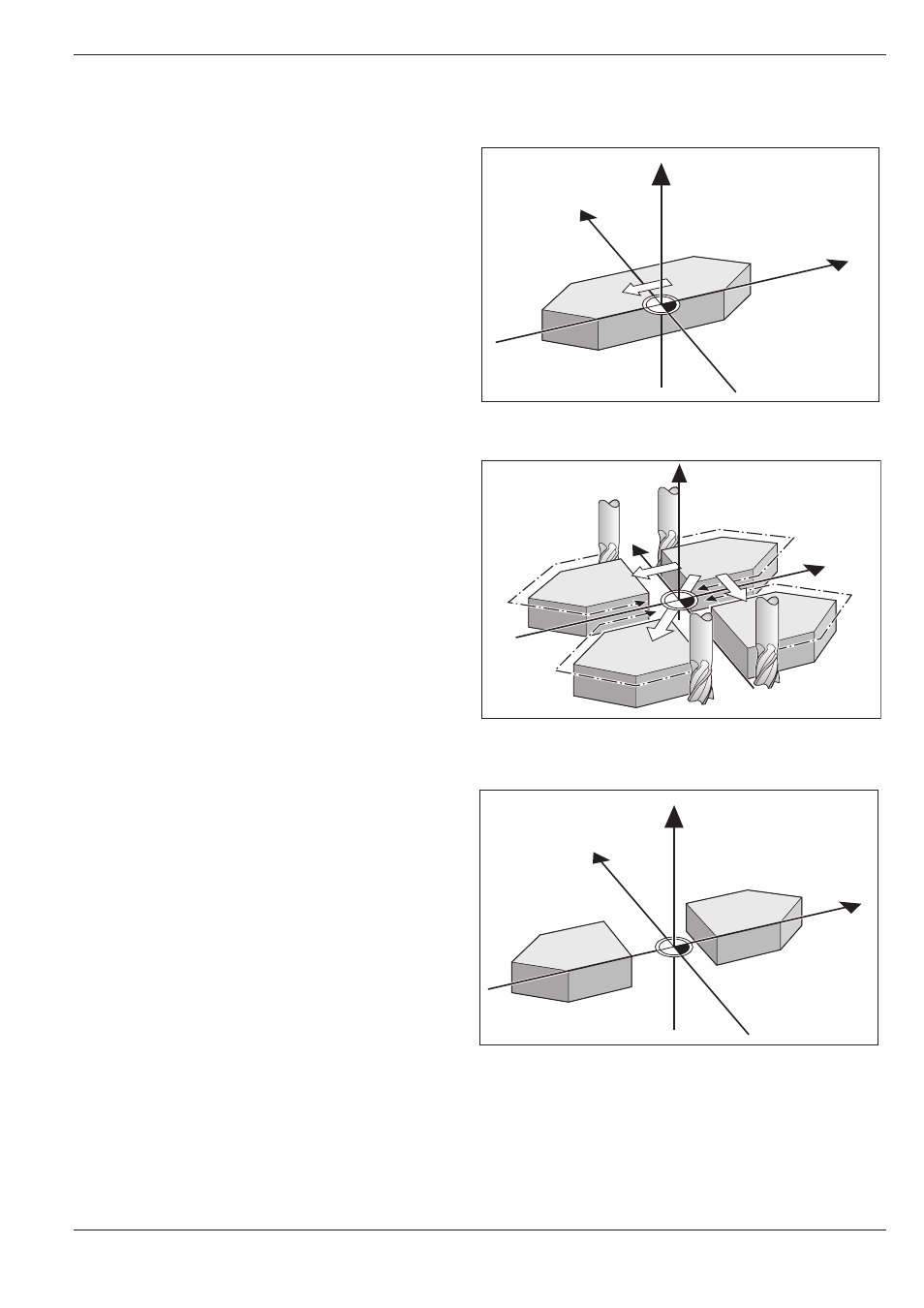
Fig. 8.39:
MIRROR IMAGE cycle
Fig. 8.41:
Datum lies outside the mirrored contour
Fig. 8.40:
Multiple mirroring and milling direction
8.4
Cycles for Coordinate Transformations
Y
X
Z
Y
X
Z
Y
X
Z
MIRROR IMAGE G28
Application
This cycle makes it possible to machine the mirror
image of a contour in the working plane.
Activation
The MIRROR IMAGE cycle becomes active as soon
as it is defined. Mirrored axes are identified in the
status display.
• If one axis is mirrored, the machining direction of
the tool is reversed. This does not apply to fixed
cycles, however.
• If two axes are mirrored, the machining direction
remains the same.
The mirror image depends on the location of the
datum:
• If the datum is located on the mirrored contour,
the part "turns over" at that point.
• If the datum is located outside the mirrored
contour, the part turns over and also "jumps" to
another location.
Input data
Enter the axis that you wish to mirror. The tool axis
cannot be mirrored.
Cancellation
To cancel the mirror image, program G28 without
defining an axis.