Yx z – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 147
7-13
TNC 360
7
Programming with Q Parameters
7.7 Measuring with the 3D Touch Probe During Program Run
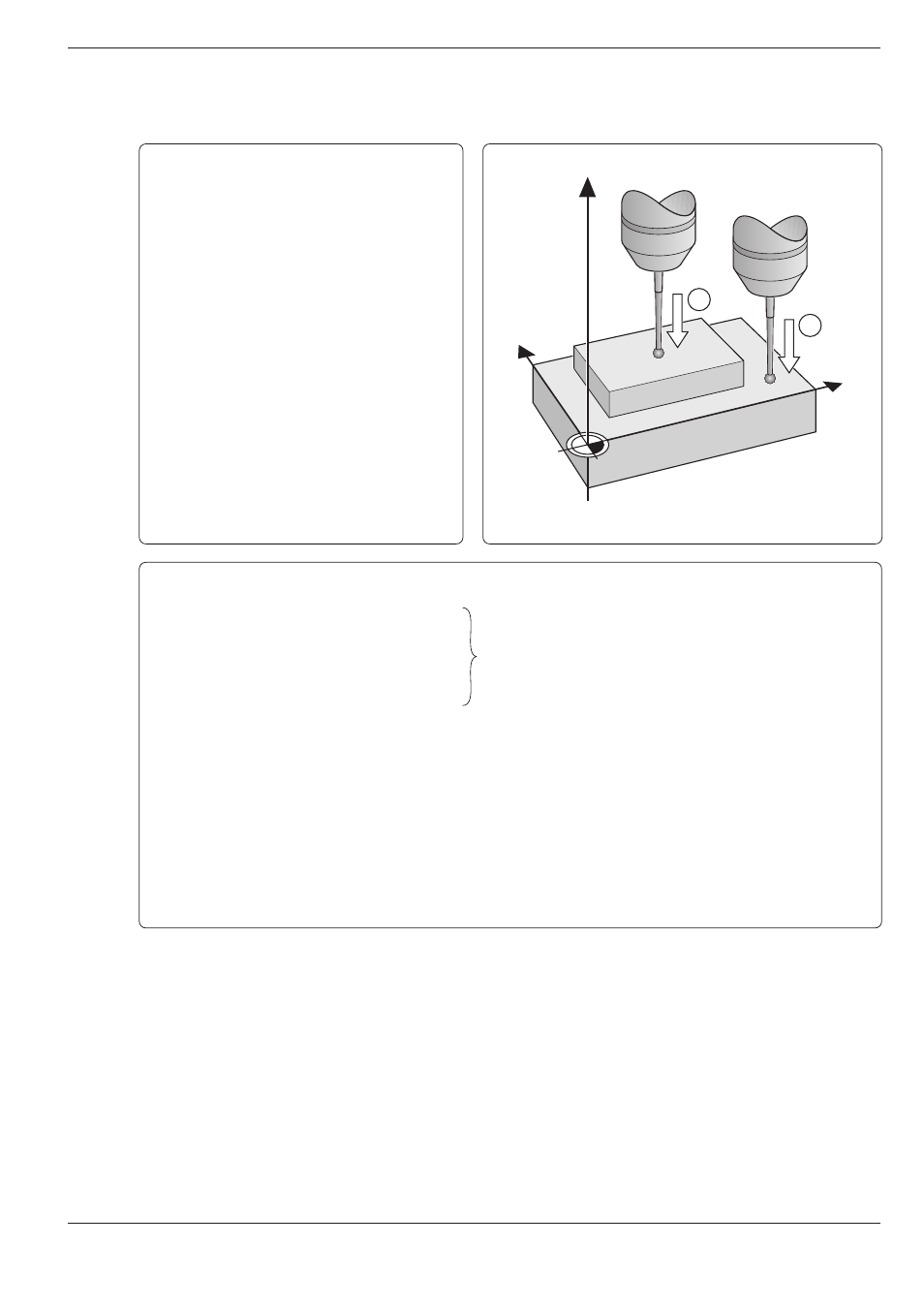
Example for exercise: Measuring the height of an island on a workpiece
Coordinates for pre-positioning the
3D touch probe
Touch point 1:
X = + 20 mm (Q11)
Y =
50 mm (Q12)
Z =
10 mm (Q13)
Touch point 2:
X = + 50 mm (Q21)
Y =
10 mm (Q22)
Z =
0 mm (Q23)
Part program
%3600717 G71 *
N10 D00 Q11 P01 +20 *
N20 D00 Q12 P01 +50 *
N30 D00 Q13 P01 +10 *
N40 D00 Q21 P01 +50 *
N50 D00 Q22 P01 +10 *
N60 D00 Q23 P01 +0 *
N70 T0 G17 *
N80 G00 G40 G90 Z+100 M06 * ............................... Insert touch probe
N90 G55 P01 10 P02 Z- X+Q11 Y+Q12 Z+Q13 * ...... The Z coordinate probed in the negative direction is stored in
Q10 (1st point)
N100 X+Q21 Y+Q22 * ............................................... Move to auxiliary point for second pre-positioning
N110 G55 P01 20 P02 Z- X+Q21 Y+Q22 Z+Q23 * .... The Z coordinate probed in the negative direction is stored in
Q20 (2nd point)
N120 D02 Q01 P01 +Q20 P02 +Q10 ......................... Measure the height of the island and assign to Q1
N130 G38 * ................................................................ Q1 can be checked after the program run has been stopped
(see page 7-10)
N140 Z+100 M02 *
N9999 %3600717 G71 * ............................................ Retract the tool and end the program
Y
X
Z
1
2
Begin the program; assign the coordinates for pre-
positioning the touch probe to Q parameters