General overview of cycles -2, Programming a cycle -2, 1 general overview of cycles – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 155
8-2
8
Cycles
TNC 360
2
e.g.
e.g.
3
0
ENT
ENT
+/
ENT
+/
5
8
G
e.g.
0
5
7
.
END
8.1 General Overview of Cycles
Frequently recurring machining sequences comprising several steps are
stored in the TNC memory as cycles. Coordinate transformations and
other special functions are also available as cycles.
The cycles are divided into several groups:
• Simple fixed cycles such as pecking and tapping as well as the milling
operations slot milling, circular pocket milling and rectangular pocket
milling.
• SL (Subcontour List) cycles, which allow machining of relatively
complex contours composed of several overlapping subcontours.
• Coordinate transformation cycles which enable datum shift, rotation,
mirror image, enlarging and reducing for various contours.
• Special cycles such as dwell time, program call and oriented spindle
stop.
Programming a cycle
Defining a cycle
Select the desired cycle and program it in the dialog by entering the
appropriate G function. The following example shows how to define any
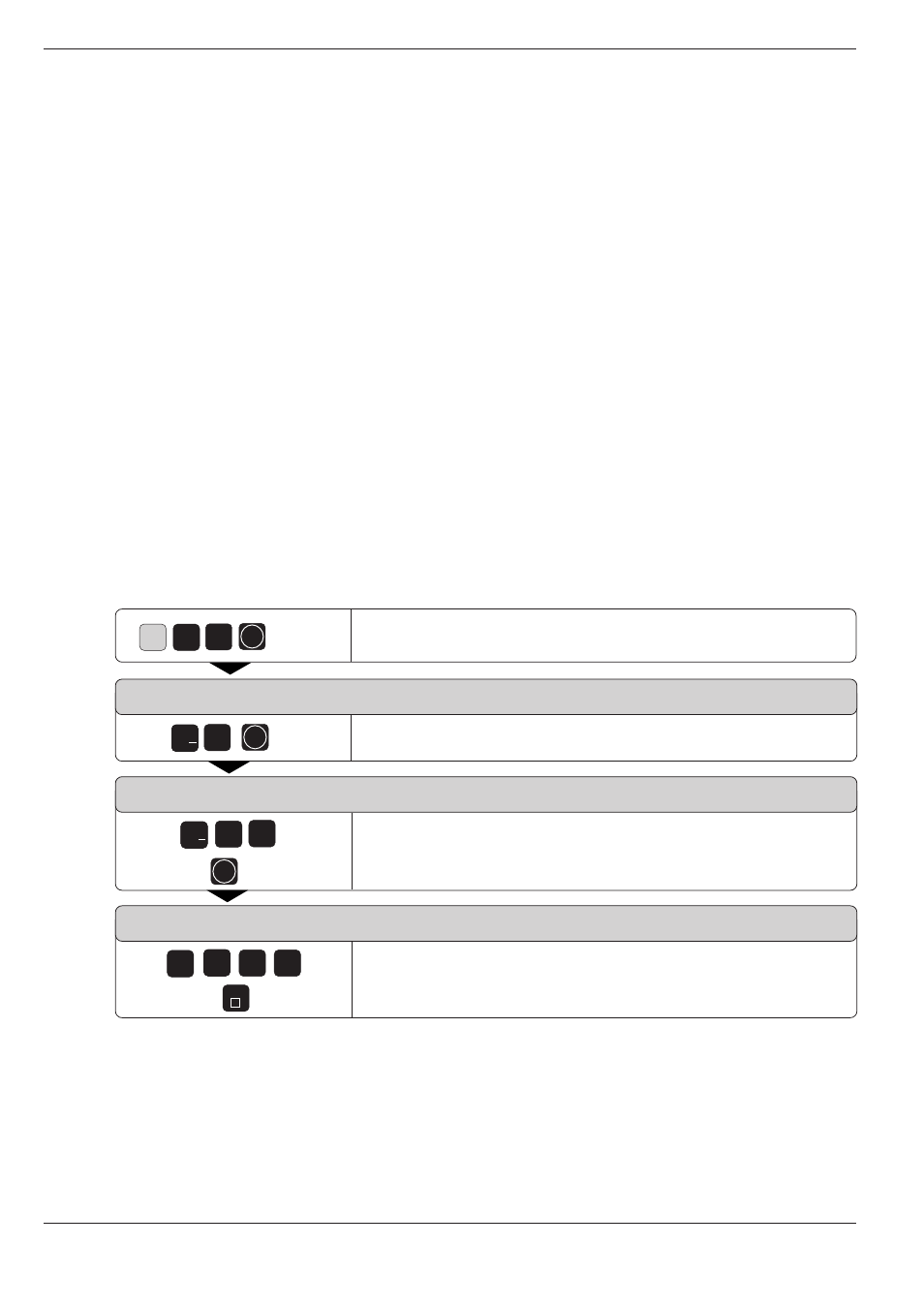
cycle:
Select a cycle, for example RIGID TAPPING.
SETUP CLEARANCE?
Enter setup clearance, for example –2 mm.
TOTAL HOLE DEPTH?
Enter total hole depth, for example –30 mm.
THREAD PITCH?
Enter thread pitch, for example 0.75 mm.
Resulting NC block: G85 P01–2 P02–30 P03+0.75 *