Machining corners -13 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 77
4-13
TNC 360
4
Programming
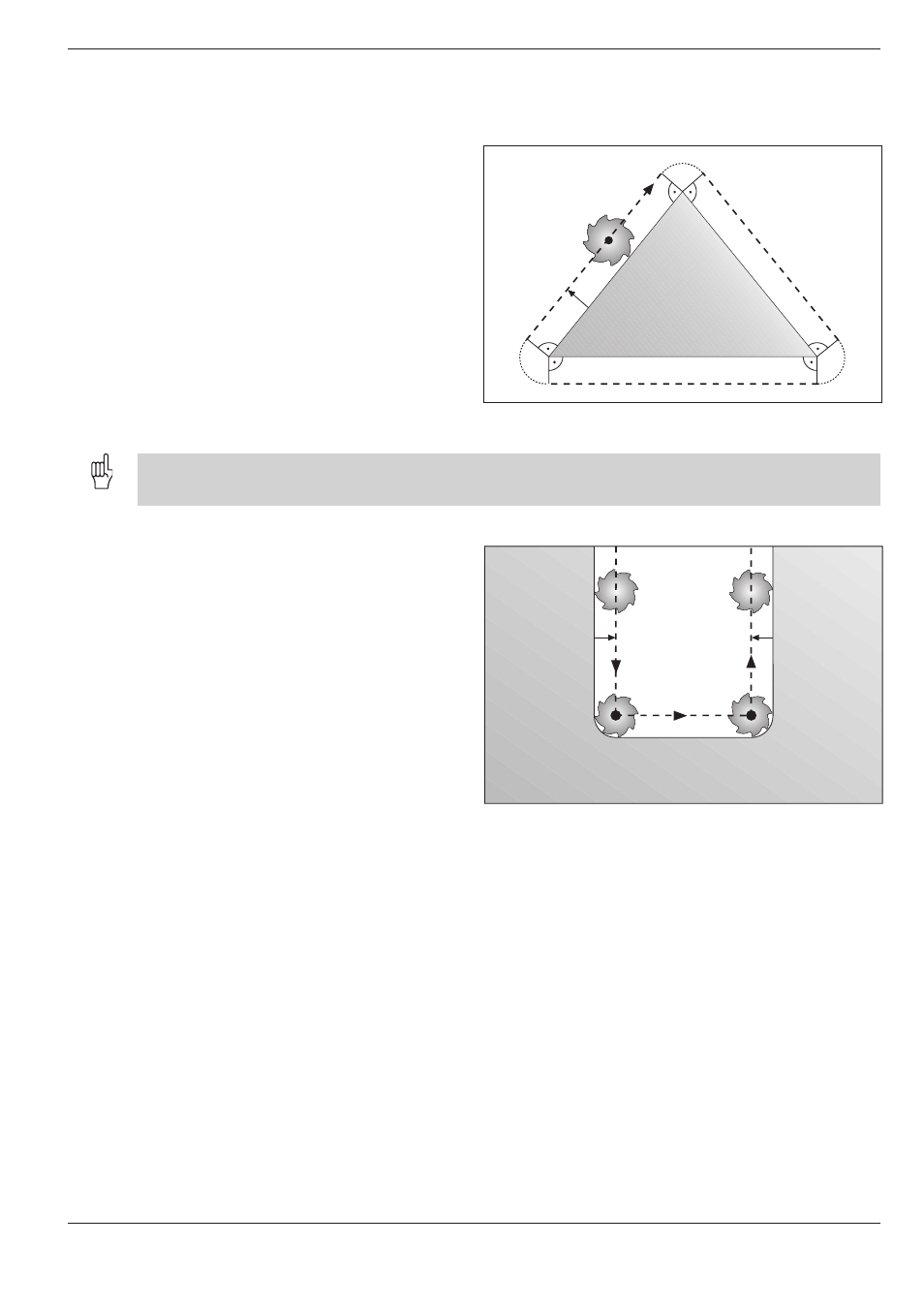
Fig. 4.8:
The tool "rolls around" outside corners
Fig. 4.9:
Tool path for inside corners
4.3
Tool Compensation Values
G41
S
S
G41
G41
Machining corners
Outside corners
The TNC moves the tool in a transitional arc around
outside corners. The tool "rolls around" the corner
point.
If necessary, the feed rate F is automatically
reduced at outside corners to reduce machine
strain, for example for very sharp changes in
direction.
If you work without radius compensation, you can influence the machining of outside corners with the
miscellaneous function M90 (see page 5-36).
Inside corners
The TNC calculates the intersection of the tool
center paths at inside corners. From this point it
then starts the next contour element. This prevents
damage to the workpiece at inside corners.
When two or more inside corners adjoin, the
chosen tool radius must be small enough to fit in
the programmed contour.