Tool compensation values -11, 3 tool compensation values – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 75
4-11
TNC 360
4
Programming
4.3 Tool Compensation Values
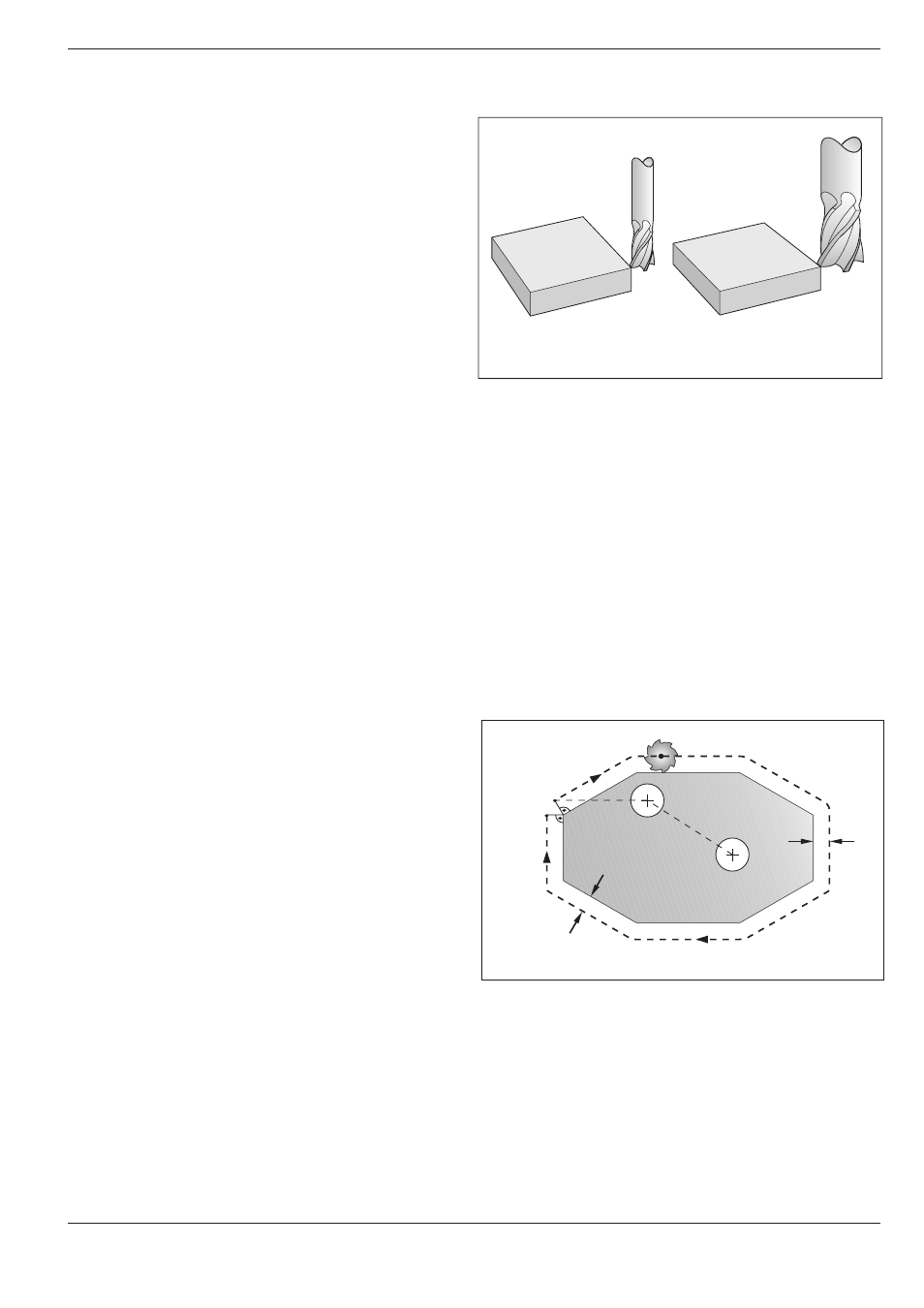
For each tool, the TNC adjusts the spindle path in
the tool axis by the compensation value for the tool
length. In the working plane it compensates the
tool radius.
Effect of tool compensation values
Tool length
Length compensation becomes effective automatically as soon as a tool is
called and the tool axis moves.
To cancel length compensation, call a tool with the length L = 0.
Tool radius
Radius compensation becomes effective as soon as a tool is called and is
moved in the working plane with G41 or G42.
To cancel radius compensation, program a positioning block with G40.
Tool radius compensation
Tool traverse can be programmed:
• Without radius compensation: G40
• With radius compensation: G41or G42
• As single-axis movements with G43 or G44
Fig. 4.4:
The TNC must compensate the length and radius of the tool
Fig. 4.5:
Programmed contour (–––, +) and the path of the tool
center (- - -)
R
R