HEIDENHAIN TNC 360 ISO Programming User Manual
Page 76
TNC 360
4-12
4
Programming
4.3
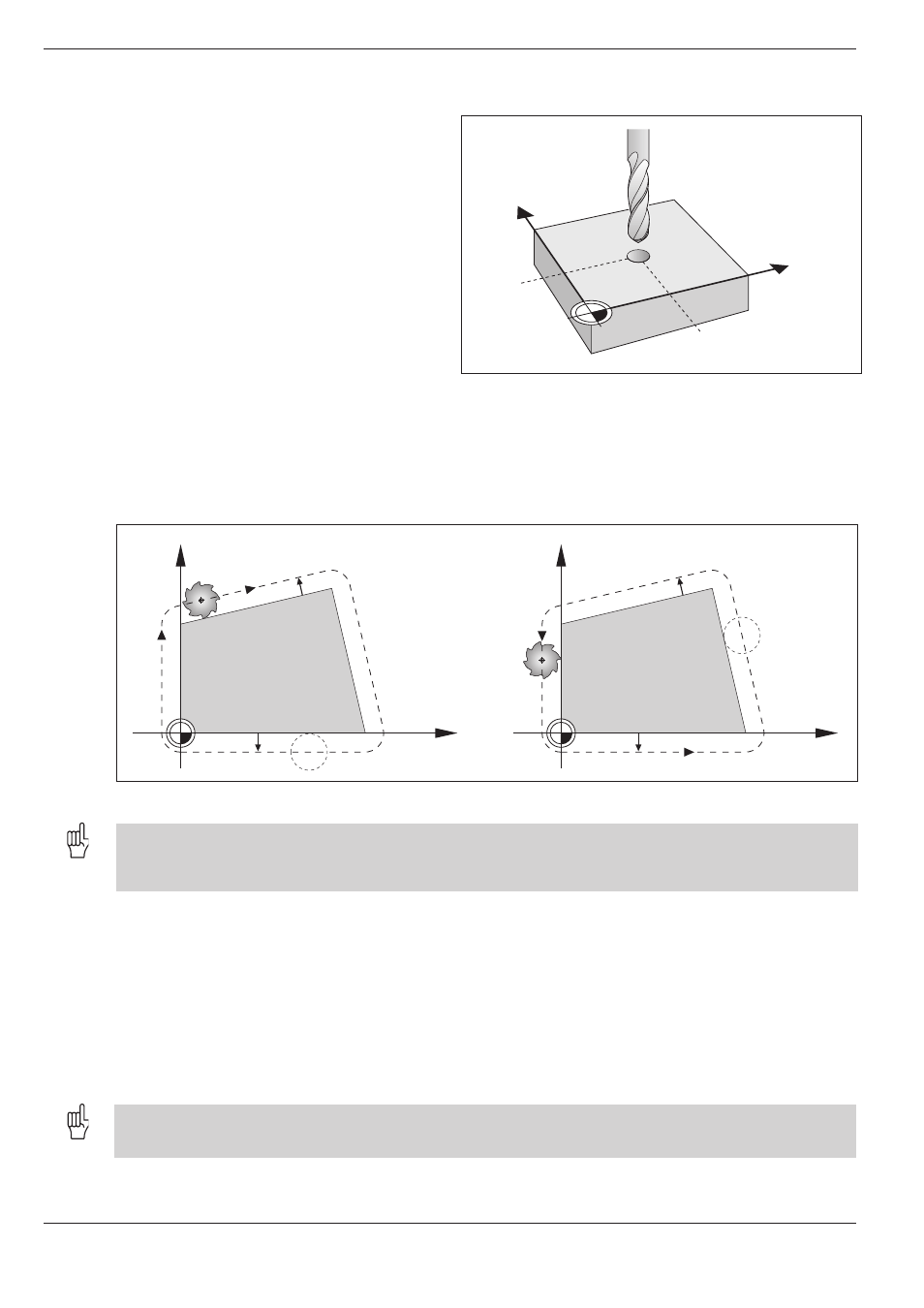
Tool Compensation Values
Traverse without radius compensation: G40
The tool center moves to the programmed
coordinates.
Applications:
• Drilling and boring
• Pre-positioning
Traverse with radius compensation G41, G42
The tool center moves to the left (G41) or to the right (G42) of the pro-
grammed contour at a distance equal to the tool radius. "Right" or "left" is
meant as seen in the direction of tool movement as if the workpiece were
stationary.
Fig. 4.6:
These drilling positions are entered without radius compen-
sation
Y
X
Y
X
Fig. 4.7:
The tool moves to the left (G41) or to the right (G42) of the workpiece during milling
R
Y
X
R
G41
R
Y
X
R
G42
Between two program blocks with differing radius compensation you must program at least one block without radius
compensation (that is, with G40). Radius compensation is not in effect until the end of the block in which it is first
programmed.
Shortening or lengthening single-axis movements G43, G44
This type of radius compensation is possible only for single-axis move-
ments in the working plane: The programmed tool path is shortened (G44)
or lengthened (G43) by the tool radius.
Applications:
• Single-axis machining
• Occasionally for pre-positioning the tool, such as for cycle G47: SLOT
MILLING.
• G43 and G44 are activated by programming a positioning block with only one axis.
• The machine tool builder may block the entry of single-axis positioning blocks through a machine parameter.