HEIDENHAIN TNC 360 ISO Programming User Manual
Page 101
5-18
5
Programming Tool Movements
TNC 360
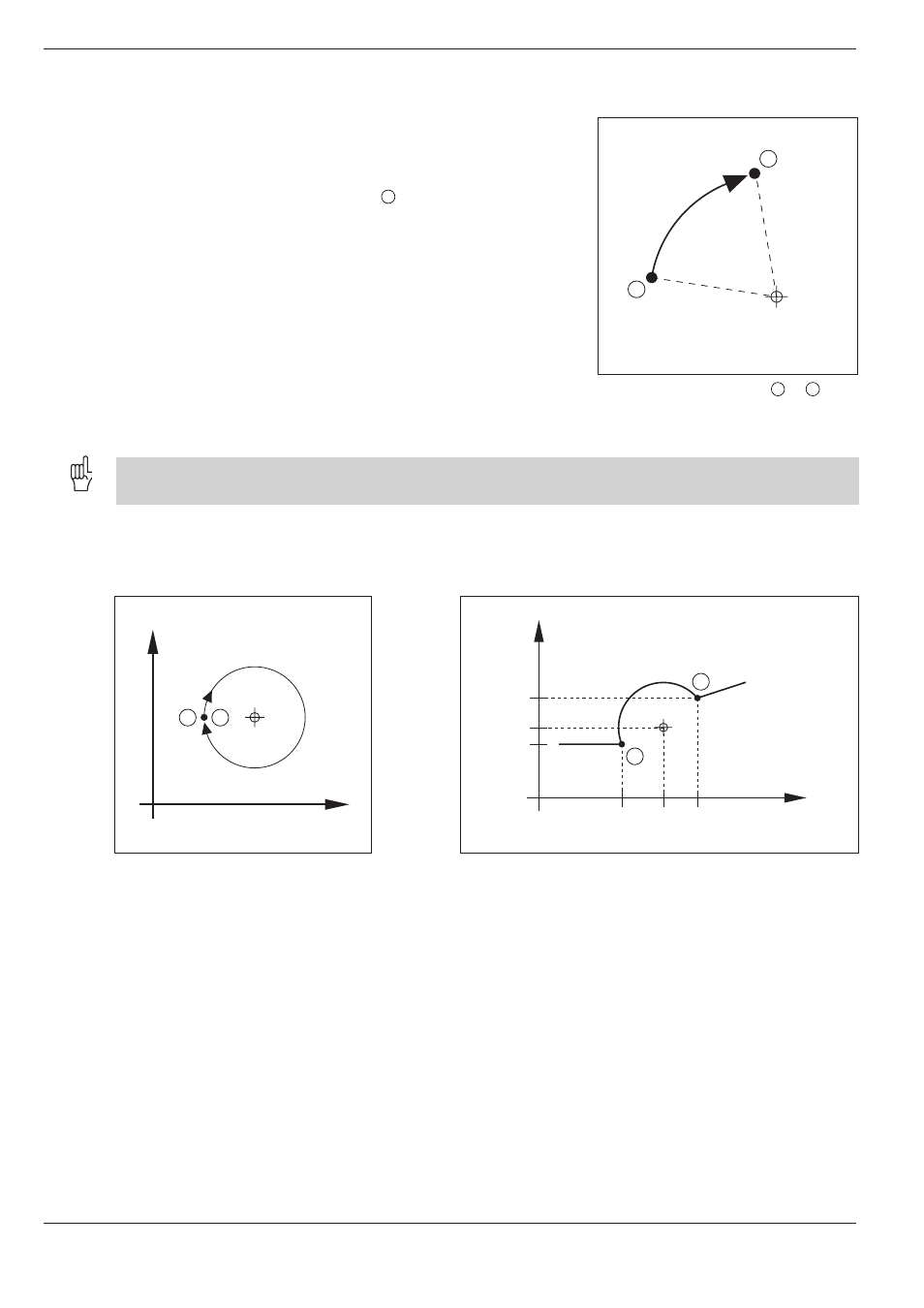
Fig. 5.23:
A circular arc from
S
to
E
around I, J
Fig. 5.25:
Coordinates of a circular arc
Fig. 5.24:
Full circle around I, J with a
G02 block
5.4
Path Contours - Cartesian Coordinates
I, J
E
S
Y
X
E
S
J
I
X
S
X
E
Y
E
Y
S
Y
X
I, J
S
E
Circular path G02/G03/G05 around the circle center I, J, K
Prerequisites
The circle center I, J, K must have been previously defined in the program.
The tool is located at the arc starting point
S
.
Defining the direction of rotation
You can program the following directions of rotation:
• Clockwise rotation
G02
• Counterclockwise rotation
G03
• No direction of rotation defined
G05
The tool moves in the direction of rotation
defined in an earlier block.
Input
• Arc end point
The starting and end points of the arc must lie on the circle.
Input tolerance: up to 0.016 mm
• To program a full circle, enter the same position for the end point as for
the starting point in a G02/G03 block.