Corner rounding g25 -26 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 109
5-26
5
Programming Tool Movements
TNC 360
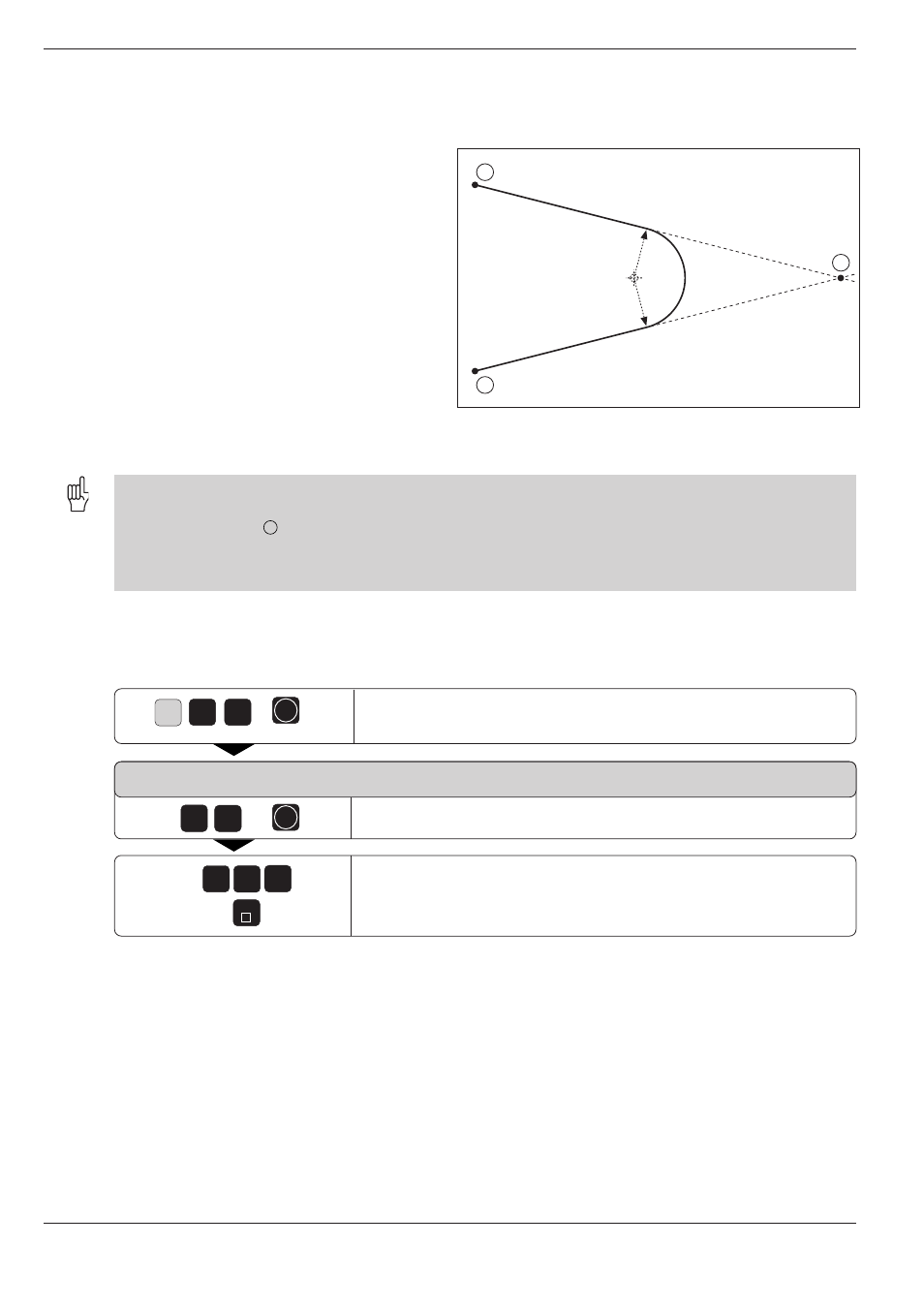
Fig. 5.33:
Rounding radius R between G1 and G2
5.4
Path Contours - Cartesian Coordinates
2
G1
G2
1
R
R
E
5
2
G
0
1
e.g.
0
0
1
e.g.
ENT
ENT
END
Corner rounding G25
The tool moves in an arc that connects tangentially
both with the preceding and the subsequent
contour elements.
The function G25 is useful for rounding corners.
Input
• Radius of the arc
• Feed rate for the arc
Prerequisite
On inside corners, the rounding arc must be large
enough to accommodate the tool.
•
In the preceding and subsequent positioning blocks both coordinates should lie in the plane of the arc.
•
The corner point
E
is cut off by the rounding arc and is not part of the contour.
•
A feed rate programmed in the G25 block is effective only in that block. After the G25 block the previous feed
rate becomes effective again.
To program a tangential arc between two contour elements:
Select corner rounding.
ROUNDING RADIUS
Enter the rounding radius, for example R = 10 mm.
Enter the feed rate for the rounding radius, for example
F = 100 mm/min.
Resulting NC block: G25 R 10 F 100