Programming with q parameters – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 136
TNC 360
7-2
7
Programming with Q Parameters
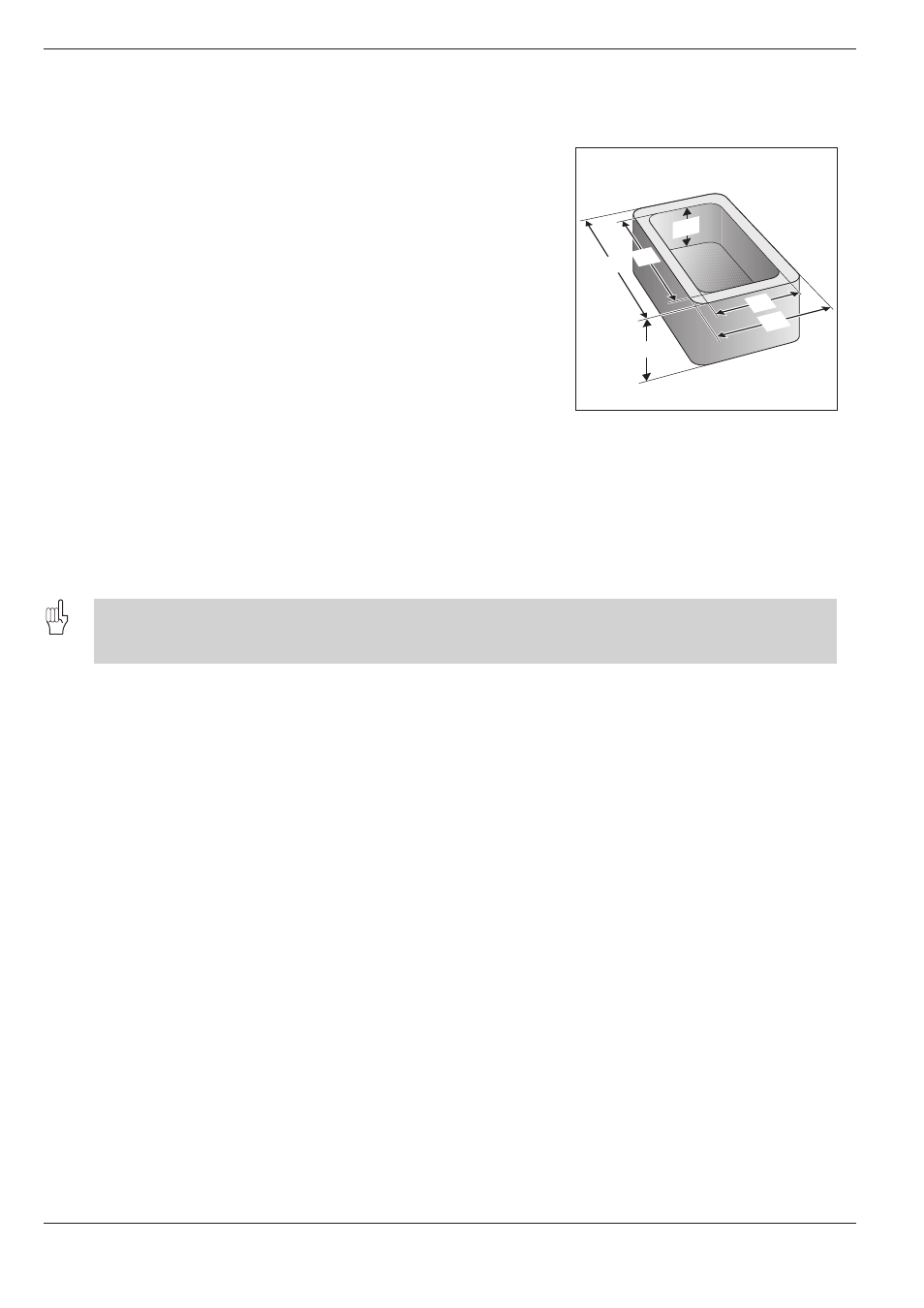
Fig. 7.1: Q parameters as variables
Q4
Q2
Q3
Q1
Q5
Q6
Q Parameters are used for:
• Programming families of parts
• Defining contours through mathematical functions
A family of parts can be programmed in the TNC in a single part pro-
gram. You do this by entering variables — called Q parameters — instead
of numerical values.
Q parameters can represent for example:
• Coordinate values
• Feed rates
• Spindle speeds
• Cycle data
A Q parameter is designated by the letter Q and a number between 0 and
123.
Q parameters also enable you to program contours that are defined
through mathematical functions.
With Q parameters you can make the execution of machining steps
dependent on logical conditions.
Q parameters and numerical values can also be mixed within a pro-
gram.
The TNC automatically assigns data to some Q parameters. For example, parameter Q108 is
assigned the current tool radius. You will find a list of these parameters in Chapter 11.