Chapter summary – Rockwell Automation 1772-LS_LSP,D17726.8.6 PROG/OPER MANUAL-MINI PLC-2/05 User Manual
Page 221
Programming Techniques
Chapter 18
18-13
Table 18.A
Completed Sequencer Steps
This table outlines sequencer steps.
Sequencer Input Instruction
Sequencer Output Instruction
Step 2 Ć A photocell detects
a bottle.
Step 1 Ć Automation begins.
NOTE: This process is fully automated,
therefore each block in each
step is filled.
Step 2 Ć Conveyor motor is started,
and the forward motion begins.
Step 3 Ć Fill the motor and its forward
motion begins. The conveyor motor is
on, but not moving forward.
Step 3Ć The fill tube extension
begins closing limit switch 1.
Step 4 Ć Bit 15 of the timer is set.
Step 5 Ć The fill tube retracts
closing limit switch 2.
Step 6 Ć The process is left in
automation waiting for more bottles
Step 4 Ć The fill tube begins filling the
bottles, bit 17 of the timer is set.
Step 5 Ć Filling is completed.
Step 6 Ć A solenoid moves the bottles to
the next operation; the conveyor
moves forward.
Step 1 Ć The conveyor moves forward
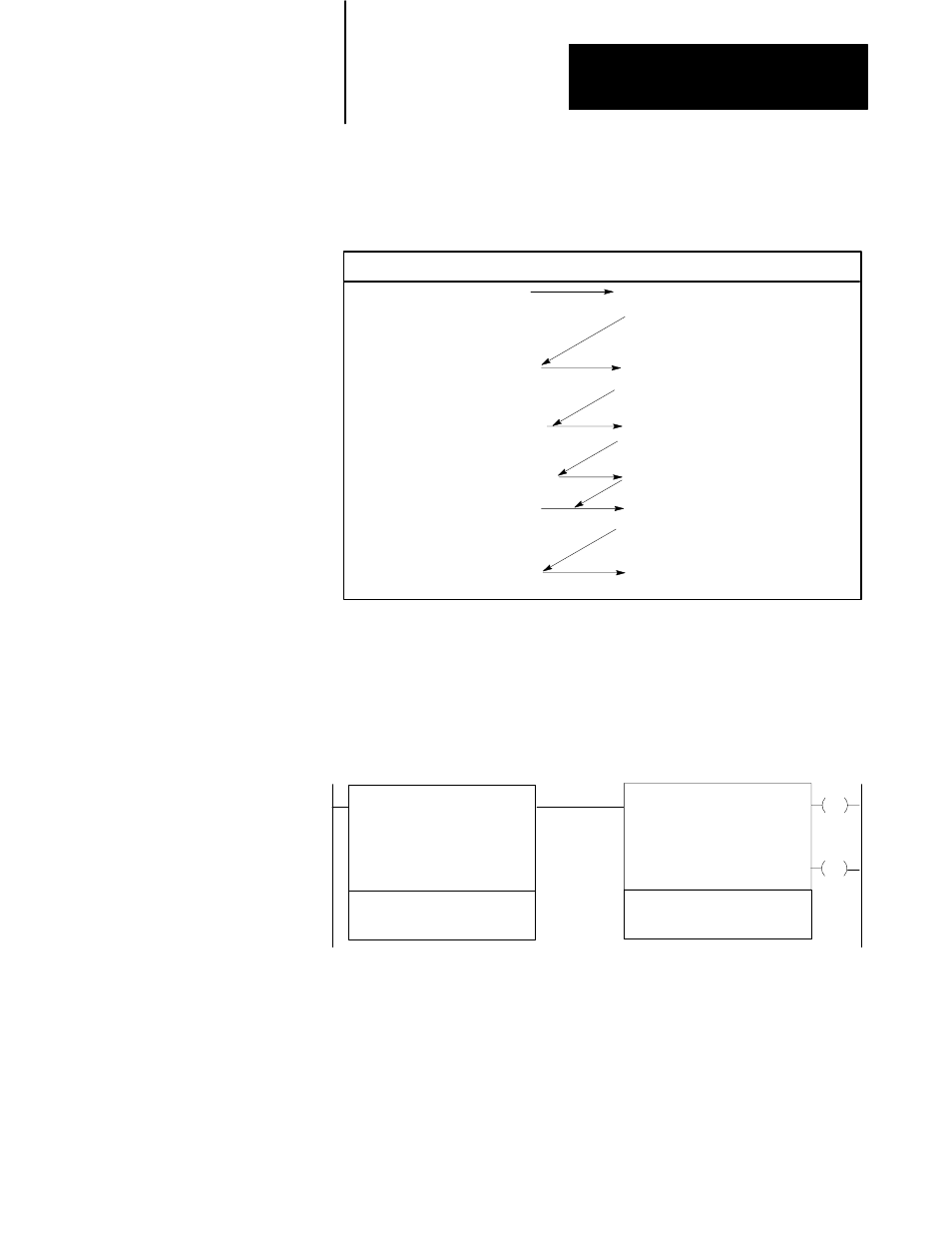
Task 4: Processor Instruction Program
Figure 18.11 is an example of a program rung that represents
your worksheets.
Figure 18.11
Program Rung Example
EN
Sequencer Output
Counter Addr:
Current Step:
Seq Length:
200
001
006
DN
Words Per Step:
File:
Mask:
2
600Ć 613
075Ć 076
200
17
200
15
Output Words
1: 012
3: 4:
200
001
006
2
400Ć 413
070Ć 071
1: 110
3: 4:
Sequencer Input
Counter Addr:
Current Step:
Seq Length:
Words Per Step:
File:
Mask:
Input Words
2. 201
2. 013
Task 5: Programming Your Processor Module
Enter the program written for Task 4.
We showed you several programming techniques. The next chapter
describes special troubleshooting techniques.
Chapter Summary