ROHM RB / RH / RBA / RBAW machine vices User Manual
Page 32
32
8.3.1 Montage der beweglichen Spannbacke Typ RBAW, RBAK
Assembly of the movable clamping jaw type RBAW, RBAK -- Montage du mors de serrage mobile type RBAW, RBAK
Montaggio della morsa mobile tipo RBAW, RBAK -- Montaje de la mordaza móvil tipo RBAW, RBAK
- Insertar el paquete
completo de resortes
de disco (20/02) con el
retén labial (20/23) ha-
sta aprox. el centro de
la segunda cinta guía
- Atornillar los tornillos
de cuello (20/04) con
los resortes de disco
(20/25) únicamente ha-
sta que se vea una
hendidura entre la brida
(20/03) y la mordaza
móvil (20/01) de aprox.
2-3 mm
- Apoyar lateralmente la
mordaza móvil. (con el
agujero de purga de
aire hacia arriba)
- Rellenar grasa fluida ”F
25” lentamente y sin
burbujas en el agujero
de purga de aire
- Atornillar y fijar el tor-
nillo cilíndrico (20/22).
Cuidado con el anillo
obturador (20/21)
- Atornillar los tornillos
de cuello (20/04) hasta
el tope. Controlar la
hendidura. Si es más
grande que 0.6 mm,
evacuar grasa fluida F
25 en el tornillo
cilíndrico (20/22) hasta
que la hendidura tenga
0.6
¦
0,1 mm. Si es más
pequeña que 0.6 mm,
desatornillar la brida
(20/03), sacar el tornillo
cilíndrico (20/22) y re-
petir el procedimiento
de montaje descrito en
el capítulo 8.2
- Insertar el perno de
presión (90/11)
- Atornillar y enclavijar el
husillo (90) con la placa
de apoyo (20/11)
- Observar la disposición
por capas de los resor-
tes de disco
Numero y disposicion
por capas:
tam. 2: 6 -- dobles, sen-
tido alternativo
tam. 3: 12 -- dobles,
sentido alternativo
tam. 4: 12 -- dobles,
sentido alternativo
- Inserire l’insieme di
molle a tazza completo
(20/02) con anello a
scanalatura (20/23)
sino a ca. la metà della
seconda guida nel foro
dello stantuffo
- Avvitare le viti di at-
tacco (20/04) con le
molle a tazza (20/25)
solo sino a quando si
ha una un meato di ca.
2-3 mm tra la glangia
(20/03) e la morsa mo-
bile (20/01)
- Poggiare lateralmente
la morsa mobile (foro di
sfiato verso l’alto)
- Versare lentamente e
senza che si formino
bolle il grasso ”Fliess-
fett F 25” nel foro di
sfiato
- Avvitare bene la vite a
testa cilindrica (20/22).
Fare attenzione all’a-
nello di tenuta (20/21)
- Avvitare sino all’arresto
le viti di attacco (20/04).
Controllare il meato. Se
è più grande di 0.6 mm,
fare uscire il ”Fliessfett
F 25” dalla vite a testa
cilindrica (20/22) sino a
quando il meato è pari
a 0.6
¦
0,1 mm. Se è
più piccolo svitare la
flangia (20/03). Svitare
la vite a testa cilindrica
(20/22). Tirare indietro
l’insieme di molle a
tazza di ca. 2-3 mm e ri-
petere il procedimento
di montaggio punto 8.2.
- Inserire il perno di pres-
sione (90/11)
- Avvitare la vite (90) con
la piastra di appoggio
(20/11) e collegare tra-
mite spina
- Durante il montaggio
fare attenzione all’im-
pacchettamento cor-
retto delle molle a tazza
Numero e impacchet-
tamento:
misura 2: 6-doppie in-
vertite
misura 3: 12-doppie in-
vertite
misura 4: 12-doppie in-
vertite
- Insérer le paquet de res-
sorts Belleville complet
(20/02) avec joint en U à
lèvres (20/23) dans le
perçage du piston jus-
qu’à env. la moitié de la
seconde bande de gui-
dage
- Ne visser les boulons à
embase (20/04) avec
ressorts Belleville (20/25)
que jusqu’à ce qu’il y ait
un intervalle d’env. 2 à 3
mm entre la bride (20/03)
et le mors mobile (20/01)
- Poser le mors mobile de
côte (orifice de purge
d’air vers le haut)
- Verser lentement et sans
qu’il ne se forme de bul-
les de la ”graisse liquide
F 25” par l’orifice de
purge d’air
- Visser et bien serrer la
vis à tête cylindrique
(20/22). Faire attention à
la bague d’étanchéité
(20/21)
- Visser les boulons à em-
base (20/04) à fond.
Contrôler l’intervalle. S’il
fait plus de 0,6 mm, ôter
de la graisse liquide F 25
à la vis à tête cylindrique
(20/22) jusqu’à ce que
l’intervalle ne soit plus
que de 0,6
¦
0,1 mm.
S’il est plus petit, dévis-
ser la bride (20/03) et la
vis à tête cylindrique
(20/22), faire reculer le
paquet de ressorts Belle-
ville d’env. 2 à 3 mm et
reprocéder au montage
décrit au point 8.2
- Placer l’axe de poussée
(90/11)
- Visser et cheviller la bro-
che (90) et la plaque
d’appui (20/11)
- Veiller à la bonne dis-
position des ressorts
Belleville lors du mon-
tage:
Nombre et disposition:
Ta. 2: 6 -- 2 fois tete-be-
che
Ta. 3: 12 -- 2 fois tete-
beche
Ta. 4: 12 -- 2 fois tete-
beche
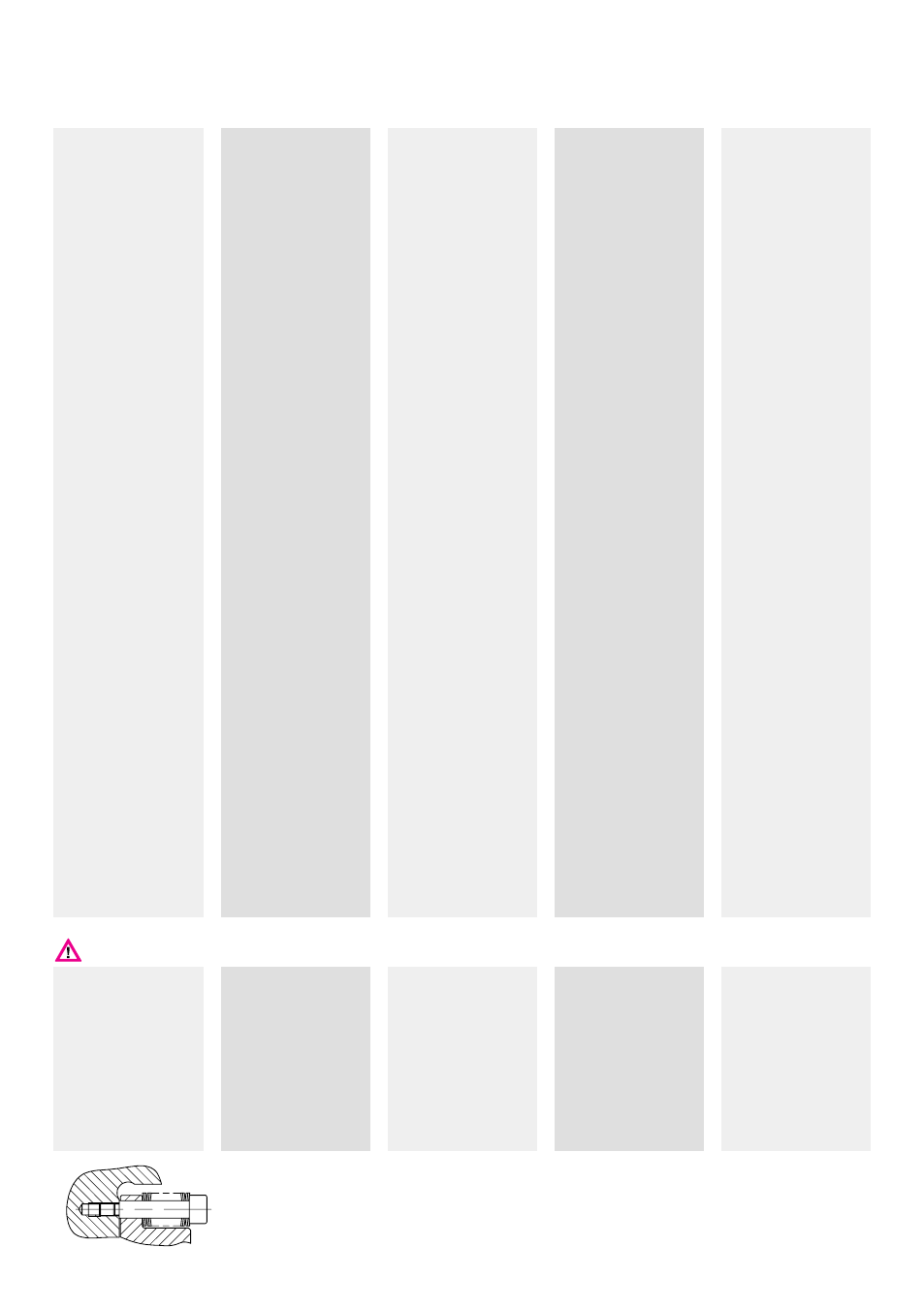
- Insert the complete cup
spring assembly
(20/02) with the slotted
ring (20/23) up to ap-
proximately the centre
of the second guide
band in the piston bore.
- Screw in the shoulder
screws (20/04) with the
cup springs (20/25) un-
til there is a gap of 2-3
mm between the flange
and the movable clam-
ping jaw (20/01).
- Place the movable
clamping jaw on its side
(bleed bore at top).
- Slowly fill ”flow grease
F 25” into the bleed
bore so that no air bub-
bles form.
- Screw in the cylinder
screw (20/22) and tigh-
ten. Pay attention to the
sealing ring (20/21).
- Screw the shoulder
screws (20/04) as far
as possible. Check the
clearance. If this is lar-
ger than 0,6 mm, drain
flow grease F 25 from
the cylinder screw
(20/22) until the clea-
rance is 0,6
¦
0,1 mm.
If it is less, unscrew the
flange (20/03), unscrew
the cylinder screw
(20/22), pull the cup
spring assembly back
by approx. 2-3 mm and
repeat the assembly
procedure section 8.2
- Insert the thrust pin
(90/11)
- Screw on the screw
spindle (90) with the
bearing plate (20/11)
and insert the pins
- During assembly pay
attention to the layers
of the cup springs:
No. and layers:
Size 2:
6 -- 2x, alternating
Size 3:
12 -- 2x, alternating
Size 4:
12 -- 2x, alternating
- Tellerfederpaket kom-
plett (20/02) mit Nutring
(20/23) bis zur Mitte
des zweiten Führungs-
bandes in Kolbenboh-
rung einschieben
- Ansatzschrauben
(20/04) mit Tellerfedern
(20/25) nur soweit ein-
schrauben bis ein Spalt
zwischen Flansch
(20/03) und bewegli-
cher Spannbacke
(20/01) von ca. 2-3 mm
vorhanden ist
- Bewegliche Spann-
backe seitlich auflegen
(Entlüftungsbohrung
oben)
- Fließfett ”F 25” an der
Entlüftungsbohrung
langsam und blasenfrei
einfüllen
- Zylinderschraube
(20/22) eindrehen und
festziehen -- Auf Dich-
tring (20/21) achten
- Ansatzschrauben
(20/04) bis zum An-
schlag einschrauben.
Spalt kontrollieren -- ist
er größer als 0,6 mm,
Fließfett F 25 an der Zy-
linderschraube (20/22)
ablassen, bis der Spalt
0,6
¦
0,1 mm beträgt --
ist er kleiner, Flansch
(20/03) abschrauben,
Zylinderschraube
(20/22) herausdrehen,
Tellerfederpaket ca.
2-3 mm zurückziehen
und Vorgang Montage
Punkt 8.2 wiederholen
- Druckbolzen (90/11)
einsetzen
- Spindel (90) mit Lager-
platte (20/11) anschrau-
ben und verstiften
Beim Zusammenbau auf
Schichtung der Tellerfe-
dern achten:
Anzahl / Schichtung:
Gr. 2:
6 -- 2fach, wechselsinnig
Gr. 3:
12 -- 2fach, wechselsinnig
Gr. 4:
12 -- 2fach, wechselsinnig