Yaskawa i80M Connecting Manual User Manual
Page 278
NOTE
With the S5-digit analog output invert input
it is possible to
provide minus (–) analog outputs for the SSTP, GRS, and GSC inputs.
It takes no more than about
ms for the analog voltage to change
in response to the SSTP, GRS, or GSC input.
3. The “*.
input is provided by setting parameter
D5 to 1.
21. 3.4.3 SPINDLE SPEED REACHED INPUT (SAGR #31116)
When a part program is executed in the automatic operation mode in cases where the con-
trol uses the
command, the SAGR input indicates that the specified spindle rotating
speed is reached at the cutting start point.
When cutting starts (the positioning command is superseded by the cutting command), the
control waits for the delay timer to time out as defined by parameter
and starts cut-
ting after verifying that the SAGR input is closed.
NOTE
To support the above operation based on the SAGR input, para-
meter
D7 must be set to 1. If the parameter is set to O, the
SAGR input is disregarded.
2. In the G96 mode, the SAGR input is always checked when the posi-
tioning command is superseded by the cutting command.
In the G97 mode, the SAGR input check is performed at the time of
positioning-to-cutting command changeover only in cases where the
spindle ratating speed at the end of positioning differs from that prevail-
ing at the beginning of positioning.
21. 3.4.4
SPINDLE SPEED OVERRIDE INPUTS (SPA # 31110, SPB # 31111, SPC # 31112,
SPD #31113,
#31114)
When a part program is executed in the automatic operation mode in cases where the control
uses the
command, the captioned inputs provide a 50 to 120% override for the S com-
mand.
With parameters, it is possible to provide a 10 to 200% override.
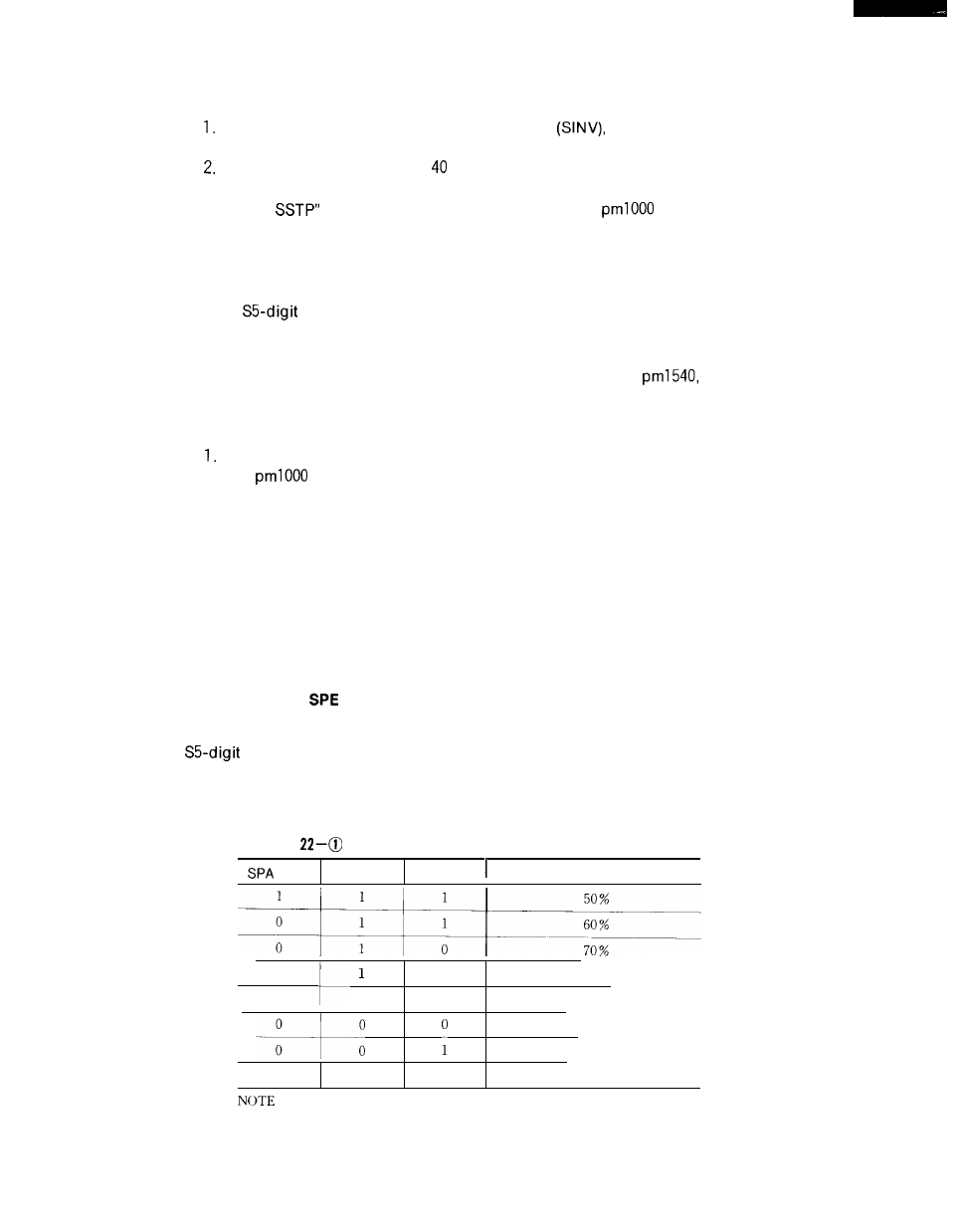
Table 21.
SPA, SPB, and SPC Inputs and S-command override
input
SPB input
SPC input
S-command override
50%
60%
1
0
80%
. .
1
0
0
90%
‘
–
-
100%
110%
1
0
1
120%
1:1:
Closed. 0: Open.
2: When the 20-step spindle override system is specified, the provided over-
ride is as follows.
278