Yaskawa i80M Connecting Manual User Manual
Page 142
20.2.27 TOOL LENGTH MEASUREMENT
# 30074, RET # 30075, TLMO # 35051)
These inputs and outputs are used with tools mounted on the Z-axis when the manually moved
distance from the predetermined reference position to the reference level is written into the
tool correction value memory directly and automatically.
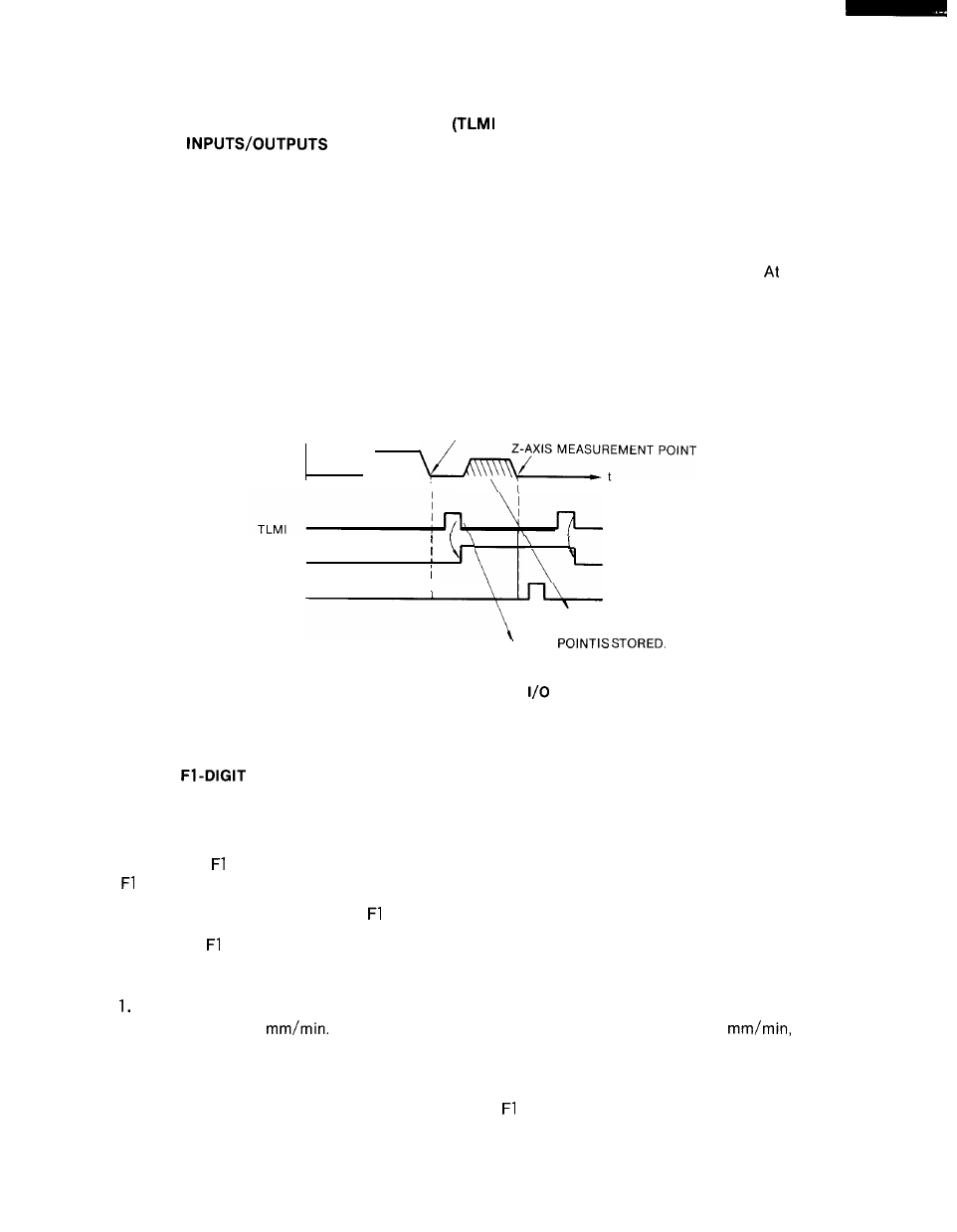
These inputs and outputs are provided for tool length measurement, When the TLMI is
opened, the current Z-axis value is stored in NC memory as reference position data.
this
time, the TLMO output is generated to indicate the tool length measurement mode.
When the RET is closed with the Z-axis moved to the measurement point, the distance moved
from the Z-axis reference position is stored in a memory location having a certain correction
number.
When the TLMI is opened again, system exits the TLM mode and the TLMO output falls.
v
Z-AXIS REFERENCE POSITION
Z-AXIS TRAVEL
TLMO
I
RET
THE DISTANCE BETWEEN THE Z-AXIS
REFERENCE POSITION AND MEASUREMENT
Z-AXIS REFERENCE
POSITION STORAGE
Fig. 20.10 Tool Length Measurement
Time Chart
20.2.28
SELECTION SIGNAL (FI #30076)
When a number between 1 and 9 is designated as a suffix to F, the associated predefined set-
ting parameter (Pm820-Pm828) dictates the feedrate.
When the
input is closed, rotating the manual pulse generator increases or decreases the
-digit designated feedrate.
As a result of this operation, the -digit speed setting changes.
While the
input is open, the feedrate does not vary upon manual pulse generator rotation.
2.
3.
4.
NOTE
When this function is added, the normal F function cannot be used to select a feedrate be-
tween 1 and 9
However, it can be used to select a feedrate of 10
or
higher,
While the Dry Run switch is ON, the Dry Run speed takes precedence.
The feed override function does not work on the
-digit selection signal.
The stored feedrate data are retained even after the power is turned OFF.
142