Positioning with manual data input (mdi) – HEIDENHAIN iTNC 530 (340 49x-05) User Manual
Page 544
544
Positioning with Manual Data Input
15.1 Pr
ogr
amming and Ex
ecuting
Simple Mac
h
ining Oper
ations
15.1 Programming and Executing
Simple Machining Operations
The Positioning with Manual Data Input mode of operation is
particularly convenient for simple machining operations or pre-
positioning of the tool. It enables you to write a short program in
HEIDENHAIN conversational programming or in DIN/ISO format, and
execute it immediately. You can also call TNC cycles. The program is
stored in the file $MDI. In the Positioning with MDI mode of operation,
the additional status displays can also be activated.
Positioning with Manual Data Input (MDI)
Select the Positioning with MDI mode of operation.
Program the file $MDI as you wish
To start program run, press the machine START key
Example 1
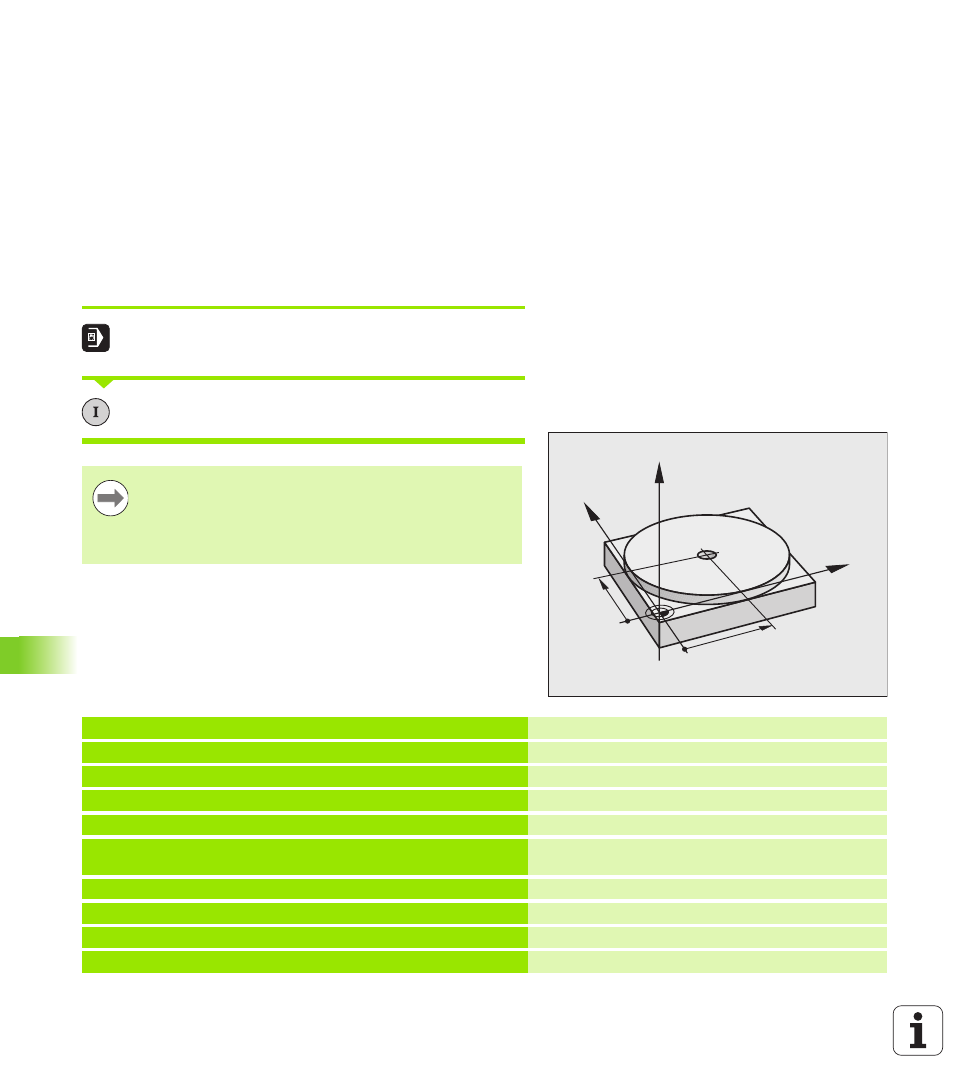
A hole with a depth of 20 mm is to be drilled into a single workpiece.
After clamping and aligning the workpiece and setting the datum, you
can program and execute the drilling operation in a few lines.
First you pre-position the tool with straight-line blocks to the hole
center coordinates at a setup clearance of 5 mm above the workpiece
surface. Then drill the hole with Cycle 200 DRILLING.
Limitation
FK free contour programming, programming graphics and
program run graphics cannot be used.
The $MDI file must not contain a program call (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
Define tool: zero tool, radius 5
2 TOOL CALL 1 Z S2000
Call tool: tool axis Z
Spindle speed 2000 rpm
3 L Z+200 R0 FMAX
Retract tool (F MAX = rapid traverse)
4 L X+50 Y+50 R0 FMAX M3
Move the tool at F MAX to a position above the
hole, spindle on
5 CYCL DEF 200 DRILLING
Define DRILLING cycle
Q200=5
;SETUP CLEARANCE
Set-up clearance of the tool above the hole
Q201=-15
;DEPTH
Total hole depth (algebraic sign=working direction)
Q206=250
;FEED RATE FOR PLNGN
Feed rate for drilling