Working plane (cycle 19, software option 1) – HEIDENHAIN iTNC 530 (340 49x-03) Pilot User Manual
Page 96
96
Coo
rdin
a
te
Transfor
mat
ion
Cycles
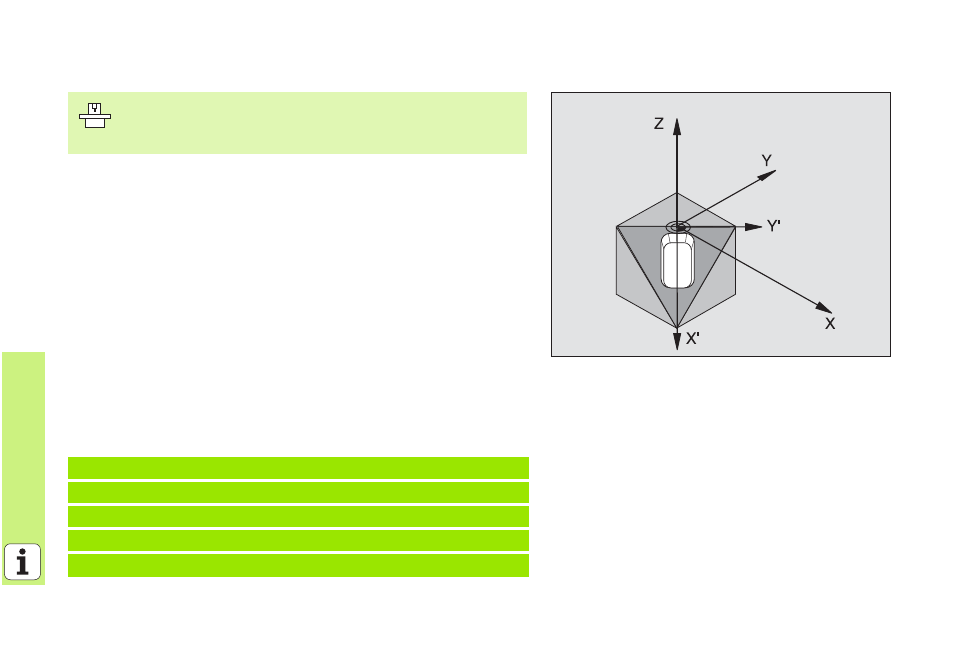
WORKING PLANE (Cycle 19, software option 1)
Cycle 19 WORKING PLANE supports machining operations with a swivel
head and/or tilting table.
8
Call the tool
8
Retract the tool in the tool axis (to prevent collision)
8
If required, use an L block to position the rotary axes to the desired
angle
8
CYCL DEF: Select Cycle 19 WORKING PLANE
8
Enter the tilt angle of the corresponding axis or angle in space
8
If required, enter the feed rate of the rotary axes during automatic
positioning
8
If required, enter the set-up clearance
8
Activate compensation: move all the axes
8
Program the contour as if the plane were not tilted
To cancel the WORKING PLANE cycle, re-enter the cycle definition with
a 0° angle.
The TNC and the machine tool must be specially prepared by
the machine tool builder in order to tilt the WORKING
PLANE.
4 TOOL CALL 1 Z S2500
5 L Z+350 R0 FMAX
6 L B+10 C+90 R0 FMAX
7 CYCL DEF 19.0 BEARBEITUNGSEBENE
8 CYCL DEF 19.1 B+10 C+90 F1000 ABST 50