Brookfield DV-III Ultra Rheometer User Manual
Page 77
Brookfield Engineering Laboratories, Inc.
Page 77
Manual No. M98-211-E0912
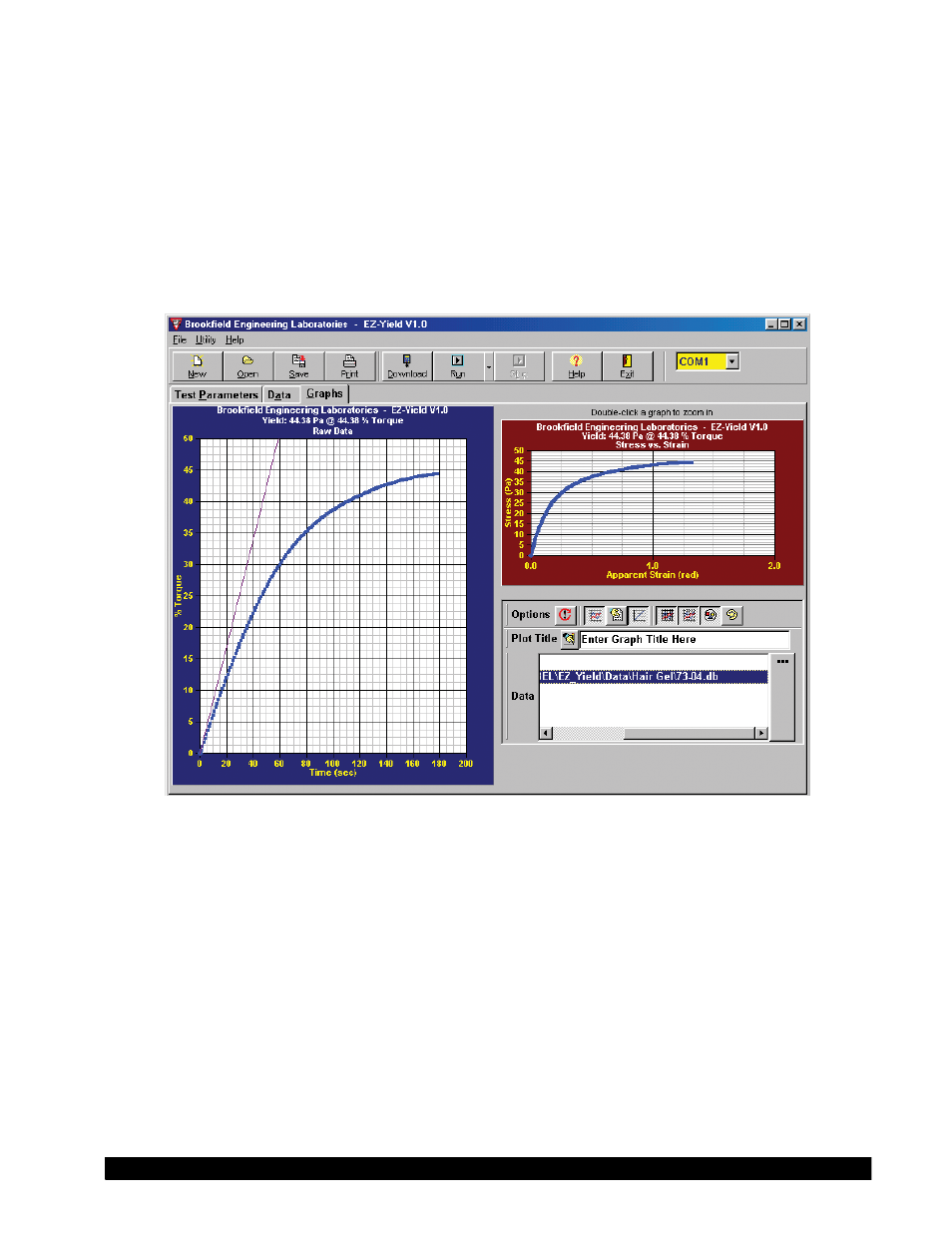
The spindle was immersed to the primary immersion mark and pre-shear was turned off. Zero was
turned on and a nominal “zero” speed of 0.1 rpm was chosen. This allows the motor to reset the
torque to zero prior to running the test. Occasionally, the spindle rotates a bit while being lowered
into the sample. This moves the torque sensor away from zero. It is usually desirable to reset it to
zero before starting the measurement. Run speed was set to 0.1 rpm. Often, 0.5 rpm is selected
and is a good starting point when establishing test parameters. In this case, a slow test was desired
so test speed was set intentionally low. Low and high yield limits (for Q.C.) were ignored.
This test resulted in a good mid-range torque of 44.5% at the yield stress, which was reported as
44.38 Pa.
Figure IV-63: Hair Gel Sample
IV.8.5.2 Example Application: Hand Cream
Hand cream is typically packaged in a small jar. The small V-73 spindle did not provide enough
torque signal (less than 10% on the RVDV-III Ultra Rheometer) so the larger V-72 spindle was
used. The jar was too shallow to completely immerse the spindle so the secondary immersion mark
was used. This provided just enough torque at the yield point for a satisfactory test. Pre-shear was
turned off. Zero was turned on and a low test speed of 0.1 rpm was selected. Torque reduction was
left at the default setting of 100%. Q.C. limits were turned off (by selecting zero for their values).
The base increment (data interval) was left at the default 1,000.
Upon conclusion of the test, individual data points were widely spaced because yield was reached so
quickly. In this case, either a lower Run Speed might be desired or a smaller Base Increment. Both
would increase the density of data points and result in a more accurate or repeatable test result.