Comparison: user functions – HEIDENHAIN TNC 320 (340 551-02) User Manual
Page 481
HEIDENHAIN TNC 320
481
Comparison: Functions of the TNC 320, TNC 310 and iTNC 530
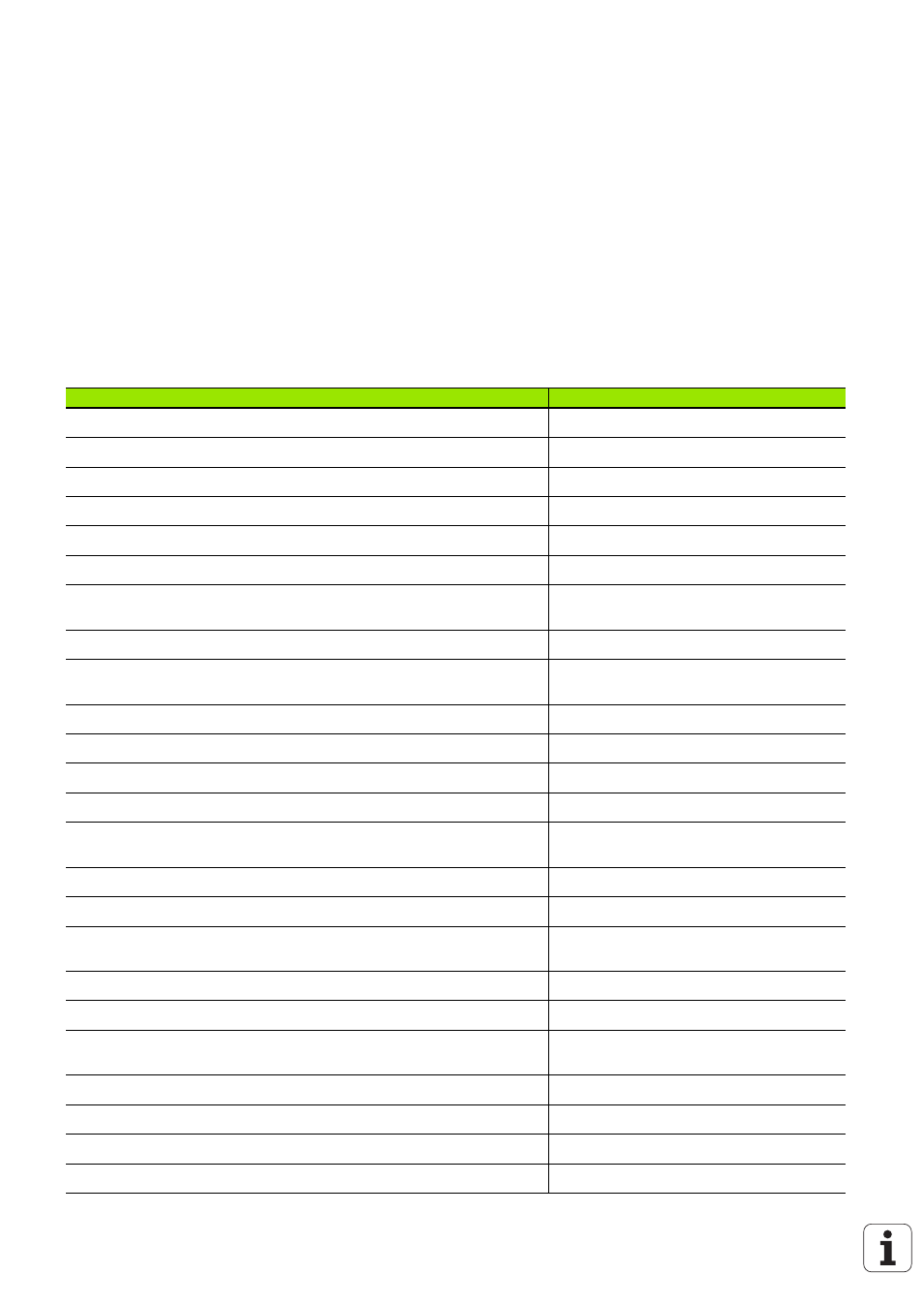
Comparison: User functions
Function
TNC 320
TNC 310
iTNC 530
Program entry with HEIDENHAIN conversational programming
X
X
X
Program entry according to ISO
–
–
X
Program entry with smarT.NC
–
–
X
Position data: Nominal positions for lines and arcs in Cartesian coordinates
X
X
X
Position data: Incremental or absolute dimensions
X
X
X
Position data: Display and input in mm or inches
X
X
X
Position data: Display of handwheel traverse when machining with
handwheel superimposition
–
–
X
Tool compensation: In the working plane and tool length
X
X
X
Tool compensation: Radius-compensated contour look ahead for up to
99 blocks
X
–
X
Tool compensation: Three-dimensional tool-radius compensation
–
–
X
Tool table: Save tool data centrally
X
X
X
Tool table: Multiple tool tables with any number of tools
X
–
X
Cutting-data tables: Calculation of spindle speed and feed rate
–
–
X
Constant contouring speed: Relative to the path of the tool center or
relative to the tool’s cutting edge
X
–
X
Parallel operation Creating programs while another program is being run
X
X
X
Tilting working plane
–
–
X
Rotary-table machining: Programming of cylindrical contours as if in two
axes
X
–
X
Rotary-table machining: Feed rate in mm/min
X
–
X
Approaching and departing the contour: Via a straight line or arc
X
X
X
FK (free contour programming): Programming of workpieces not correctly
dimensioned for NC programming
X
–
X
Program jumps: Subprograms and program section repeats
X
X
X
Program jumps: Calling any program as subprogram
X
X
X
Test graphics: Plan view, projection in 3 planes, 3-D view
X
X
X
Programming graphics: 2-D line graphics
X
X
X