HEIDENHAIN TNC 320 (340 551-02) User Manual
Page 298
298
8 Programming: Cycles
8.6 Cy
cles f
o
r Multipass Milling
8
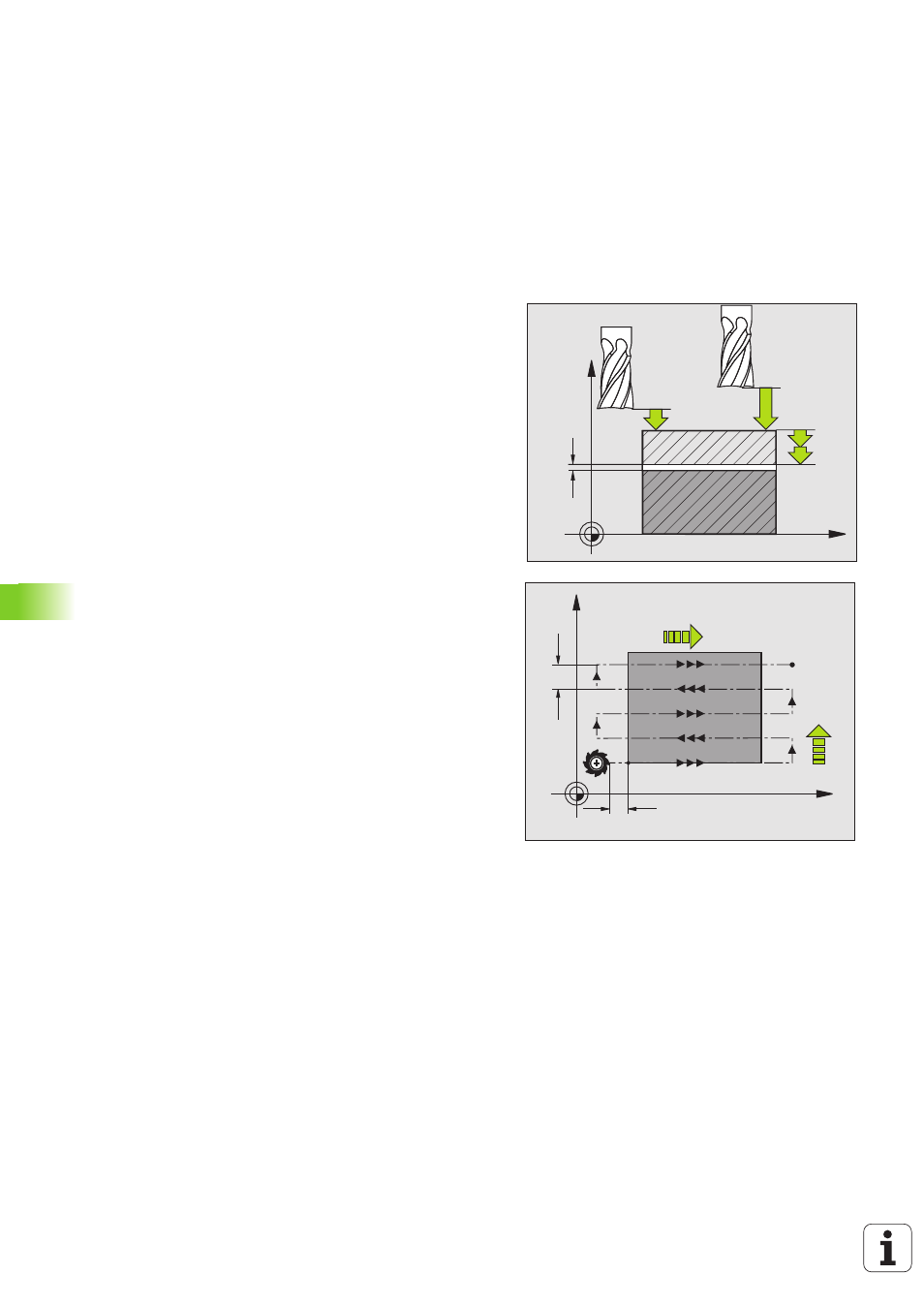
Maximum plunging depth
Q202 (incremental value):
Maximum amount that the tool is advanced each
time. The TNC calculates the actual plunging depth
from the difference between the end point and
starting point of the tool axis (taking the finishing
allowance into account), so that uniform plunging
depths are used each time.
8
Allowance for floor
Q369 (incremental value):
Distance used for the last infeed.
8
Max. path overlap factor
Q370: Maximum stepover
factor k. The TNC calculates the actual stepover from
the second side length (Q219) and the tool radius so
that a constant stepover is used for machining. If you
have entered a radius R2 in the tool table (e.g. tooth
radius when using a face-milling cutter), the TNC
reduces the stepover accordingly.
8
Feed rate for milling
Q207: Traversing speed of the
tool in mm/min while milling.
8
Feed rate for finishing
Q385: Traversing speed of
the tool in mm/min while milling the last infeed.
8
Feed rate for pre-positioning
Q253: Traversing
speed of the tool in mm/min when approaching the
starting position and when moving to the next pass.
If you are moving the tool transversely to the material
(Q389=1), the TNC moves the tool at the feed rate for
milling Q207.
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k