5 sl cy cles – HEIDENHAIN TNC 320 (340 551-02) User Manual
Page 276
276
8 Programming: Cycles
8.5 SL Cy
cles
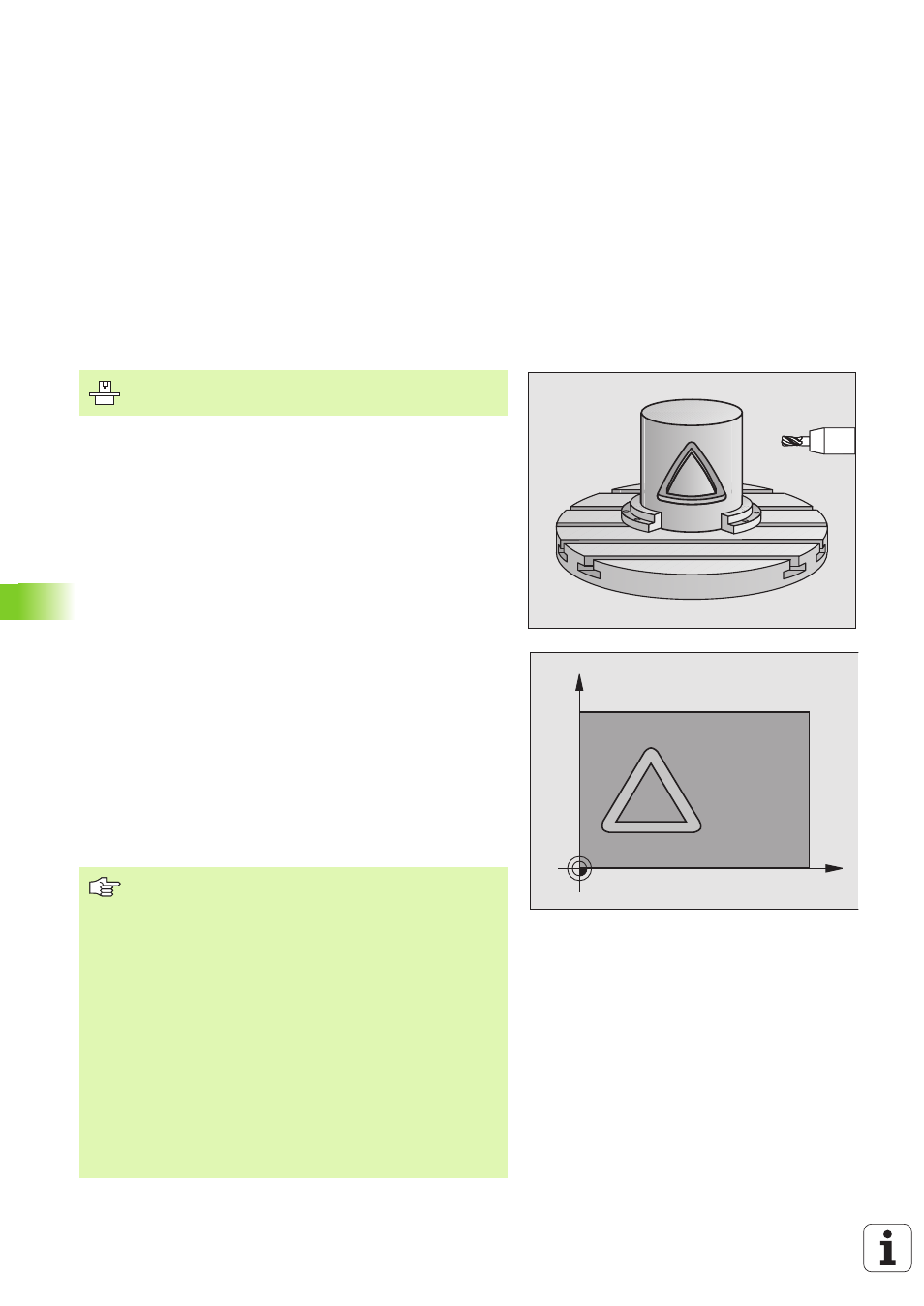
CYLINDER SURFACE slot milling (Cycle 28,
software option 1)
This cycle enables you to program a guide notch in two dimensions
and then transfer it onto a cylindrical surface. Unlike Cycle 27, with this
cycle the TNC adjusts the tool so that, with radius compensation
active, the walls of the slot are nearly parallel. You can machine exactly
parallel walls by using a tool that is exactly as wide as the slot.
The smaller the tool is with respect to the slot width, the larger the
distortion in circular arcs and oblique line segments. To minimize this
process-related distortion, you can define in parameter Q21 a
tolerance with which the TNC machines a slot approaching a slot
machined with a tool of the same width.
Program the midpoint path of the contour together with the tool radius
compensation. With the radius compensation you specify whether the
TNC cuts the slot with climb milling or up-cut milling.
1
The TNC positions the tool over the cutter infeed point.
2
At the first plunging depth, the tool mills along the programmed
slot wall at the milling feed rate Q12 while respecting the finishing
allowance for the side.
3
At the end of the contour, the TNC moves the tool to the opposite
wall and returns to the infeed point.
4
Steps 2 and 3 are repeated until the programmed milling depth Q1
is reached.
5
If you have defined the tolerance in Q21, the TNC then remachines
the slot walls to be as parallel as possible.
6
Finally, the tool retracts in the tool axis to the clearance height.
X
Y
Machine and control must be specially prepared by the
machine tool builder for use of this cycle.
Before programming, note the following:
In the first NC block of the contour program, always
program both cylinder surface coordinates.
The memory capacity for programming the cycle is limited.
You can program up to 1000 contour elements in one
cycle.
The cycle can only be run with a negative depth. If a
positive depth is entered, the TNC will output an error
message.
This cycle requires a center-cut end mill (ISO 1641).
The cylinder must be set up centered on the rotary table.
The tool axis must be perpendicular to the rotary table.
If this is not the case, the TNC will generate an error
message.
This cycle can also be used in a tilted working plane.