Inserting a chamfer chf between two straight lines, Chamfer chf, Chamfer between two straight lines – HEIDENHAIN TNC 320 (340 551-02) User Manual
Page 129: Chamfer side length, 4 p a th cont ours—car te sian coor dinat e s
HEIDENHAIN TNC 320
129
6.4 P
a
th Cont
ours—Car
te
sian Coor
dinat
e
s
Example NC blocks
Actual position capture
You can also generate a straight-line block (L block) by using the
ACTUAL-POSITION-CAPTURE key:
8
In the Manual Operation mode, move the tool to the position you
wish to capture.
8
Switch the screen display to Programming and Editing.
8
Select the program block after which you want to insert the L block.
8
Press the ACTUAL-POSITION-CAPTURE key: The
TNC generates an L block with the actual position
coordinates.
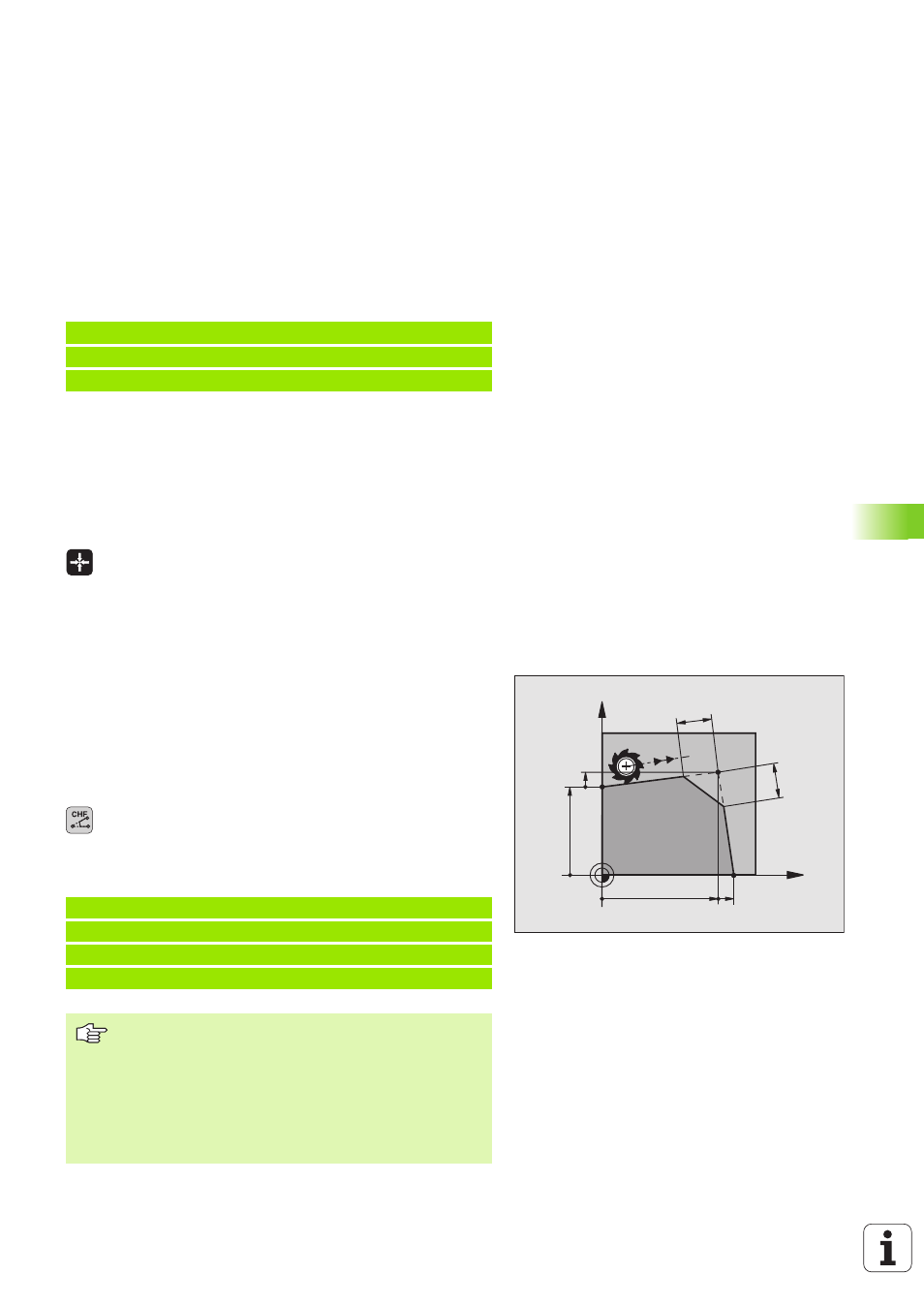
Inserting a chamfer CHF between two straight
lines
The chamfer enables you to cut off corners at the intersection of two
straight lines.
The blocks before and after the CHF block must be in the same
working plane.
The radius compensation before and after the chamfer block must
be the same.
The chamfer must be able to be machined with the current tool.
8
Chamfer side length:
Length of the chamfer
Further entries, if necessary:
8
Feed rate F
(only effective in CHF block)
Example NC blocks
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0
You cannot start a contour with a CHF block.
A chamfer is possible only in the working plane.
The corner point is cut off by the chamfer and is not part
of the contour.
A feed rate programmed in the CHF block is effective only
in that block. After the CHF block, the previous feed rate
becomes effective again.
X
Y
40
12
30
5
12
5