Yaskawa MP900 Series Motion Programming Manual User Manual
Page 93
3.1 High-Level Control Commands
3 -3
3
When using an MP2000-series Machine Controller
After the interpolation command is sent, the position proximity (NEAR) signal (IWxx0C bit 3)
is turned ON and operations proceed to the next block.
The timing at which the second in-position completed signal is turned ON is determined in
accordance with the following conditions.
z
If the positioning completed width 2 (OLxx20) is set to any value other than 0:
|MPOS – APOS|
≤ Positioning completed width 2 (OLxx20)
MPOS: Machine coordinate system position (ILxx12)
APOS: Machine coordinate feedback position (ILxx16)
z
If positioning completed width 2 (OLxx20) is set to 0:
Discharging completed [DEN (IWxx15 bit2)] is ON.
Description
The PFN command is designated in the following two ways:
When designating in the same block as the interpolation
command
After the MVS command has been sent, the second in-position check is completed as set by the
INP command, then operations proceed to the next block.
When making a single designation
Here, [axis1] and [axis2] are used for the second in-position check as set by the INP command,
then operations proceed to the next block if it is within the range.
If there is no PFN command, or if the second in-position range set by the INP command is 0, execution of the
next block begins as soon as the MVS command pulses have been distributed.
Programming Examples
MVS [axis1] 200. F100 PFN;
Second in-position check after linear interpolation
MOV [axis1] 400. [axis2] 400.;
Move by positioning
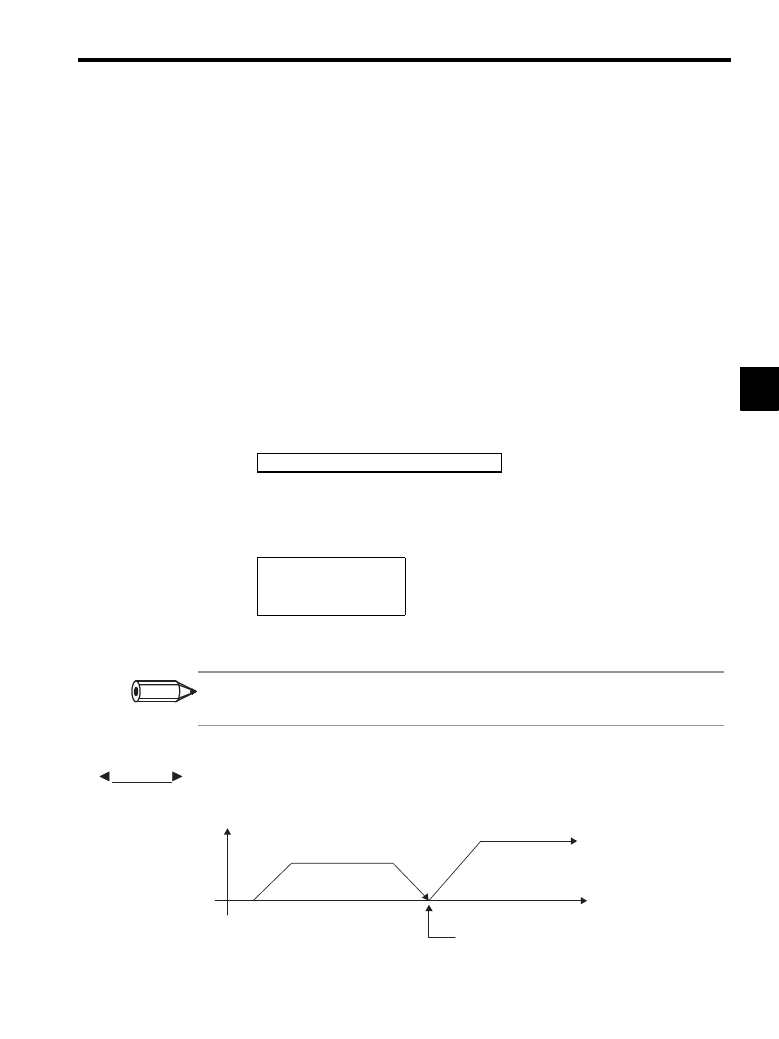
Figure 3.1 Second In-position Check Set by the INP Command
MVS [axis1] 100. [axis2] 200. F1000 PFN;
MVS[axis1] – [axis2];
PFN[axis1][axis2];
MVS[axis1] – [axis2] –;
INFO
EXAMPLE
Speed
MVS command movement
MOV command movement
Time
Range check set by INP command