Jcreating user functions – Yaskawa MP900 Series Motion Programming Manual User Manual
Page 102
Advanced Programming
3.1.4 USER FUNCTION CALL (UFC)
3 -12
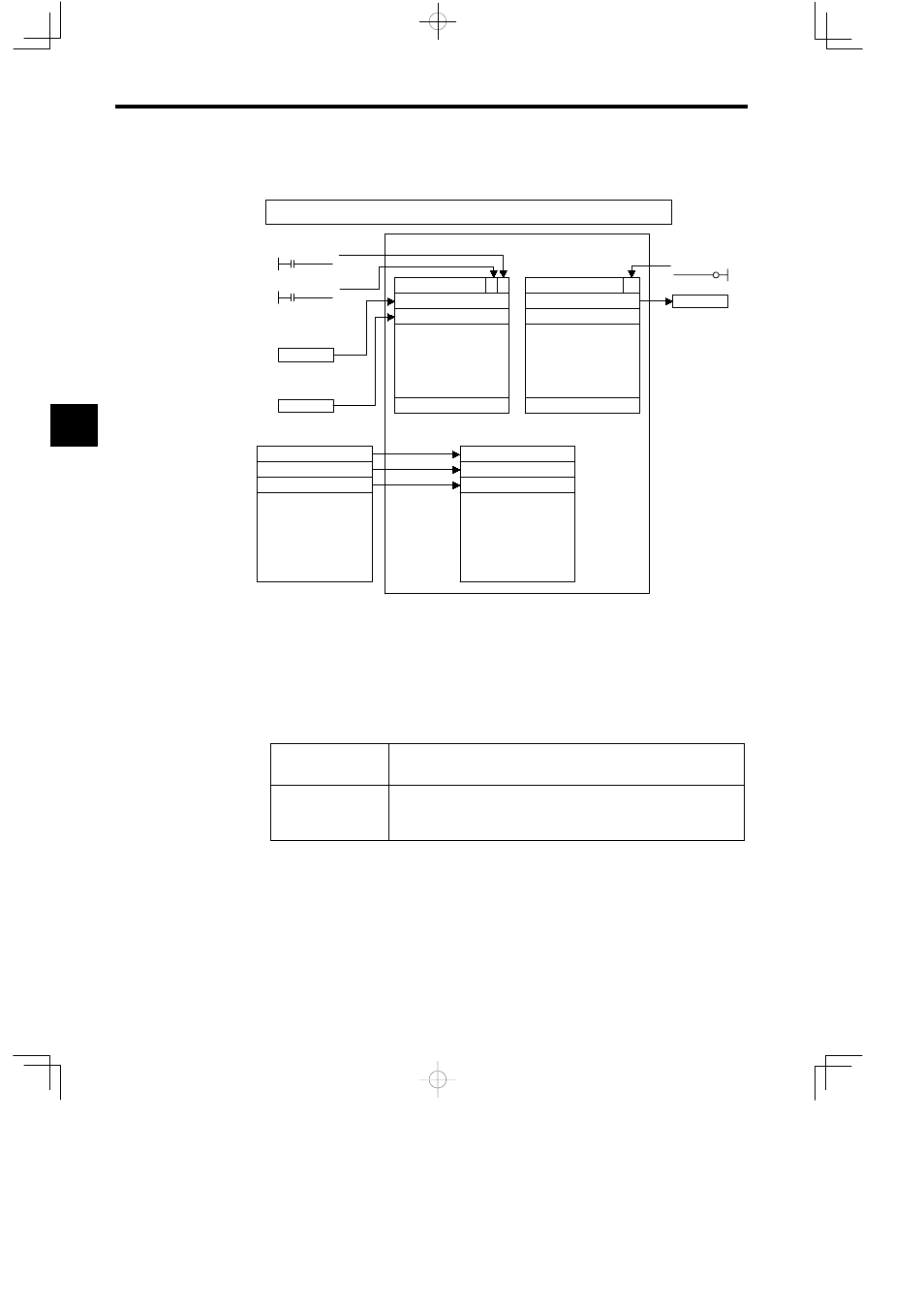
An example of the transfer of I/O registers is shown in the following illustration.
UFC TESTFUNC DB00000 DB000001 MW00030 MW00032 MA00100,DB000002 MW00040
Motion program code
DB000000
DB000001
MW00030
MW00032
DB000002
MW00040
YW00000
YW00001
YW00002
YW00015
S
S
S
S
S
S
S
S
S
S
S
S
MW00100
MW00101
MW00102
S
S
S
S
S
S
S
S
S
S
S
S
AW00000
AW00001
AW00002
MA00100
XW00000
XW00001
XW00002
XW00016
X registers
Y registers
Figure 3.6
Motion Program Coding
J
Creating User Functions
This section describes the procedure for creasing user functions with an example using the fol-
lowing specifications for an MP930 Machine Controller. For MP2000-series Machine Control-
lers, the parameter addresses are different from the address shown in the following table.
Specifications
Designate the servo axis No. and speed data, and set this in the Rapid Tra-
verse Speed setting parameter (OLxx22).
Motion Program
MW00030 = Servo axis No. (1 or 2)
ML00032 = Rapid traverse speed
UFC FUNC-T1 MW00030 ML00032, DB000001;
3