Yaskawa MP900 Series Motion Programming Manual User Manual
Page 56
2.1 Axis Move Commands
2 -3
D
The reference position is set as follows, depending on the ABS or INC mode designated in
advance:
Absolute (ABS) mode: A mode where the coordinate language of a command to move axes
is regarded as an absolute value on the work coordinate.
Increment (INC) mode: A mode where the coordinate language of a command to move axes
is regarded as an incremental value from the current position on the
work coordinate.
D
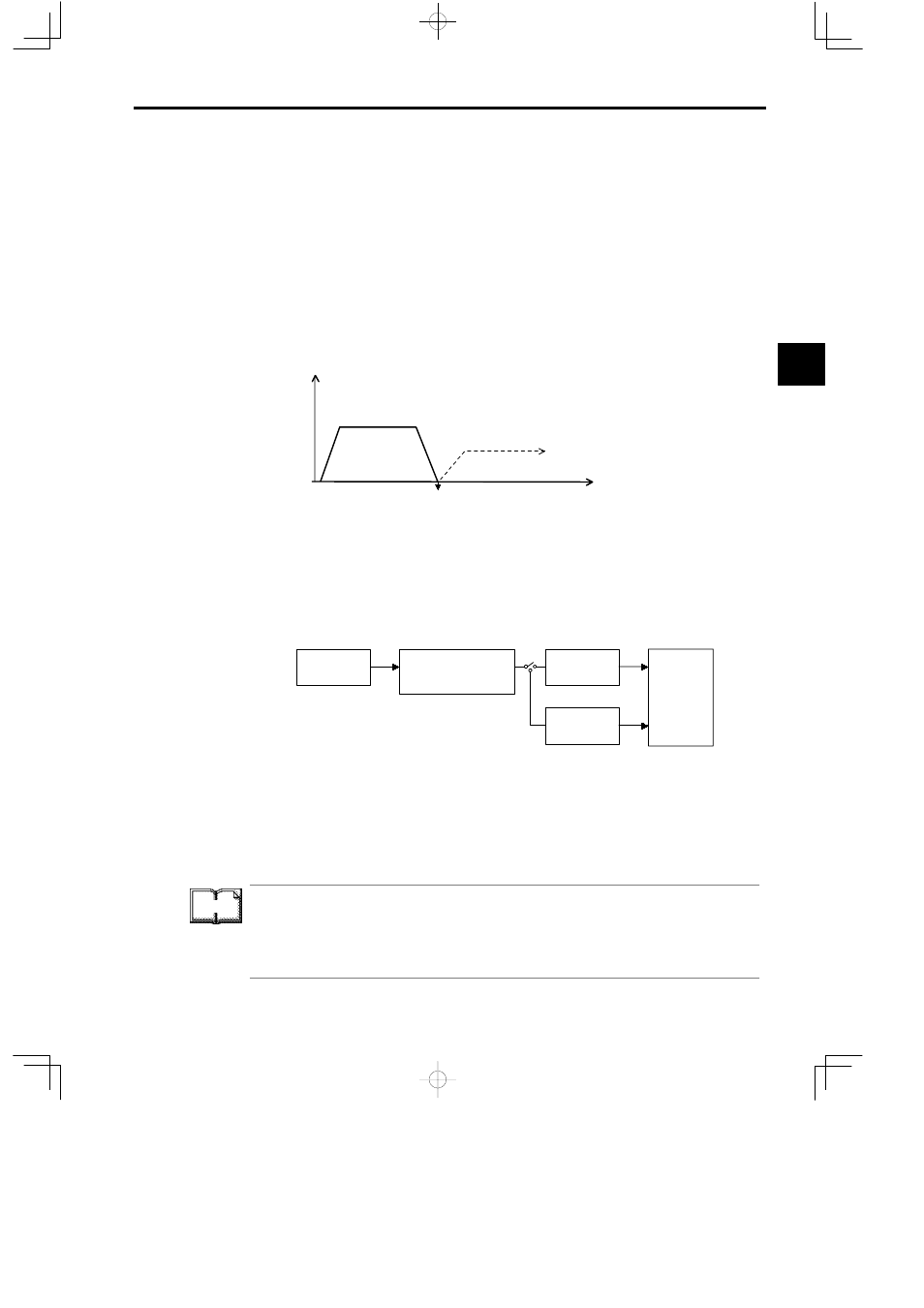
An in-position check is performed for the axis movement with the MOV command to check
that the positioning completed range has been entered. After the in-position check has been
completed, the next move command block will be executed. The following illustration shows
the in-position check operation.
Positioning command block
Next move command block
Positioning completed range entry = In-position check completed
t
v
Figure 2.2
In-position Check Operation
D
The rapid traverse speed is the speed set in setting parameter 30 (Rapid Traverse Speeds
(OLxx22)*) for each axis. Overrides in the range of 0% to 327.67% can be selected for the
rapid traverse speeds. Set the Overrides (OWxx2C) in setting parameter 35 for each axis.
Command speed × Override = Output speed
Command
speed
(OLxx22)
Override function
selection
Fixed parameter
No.17 bit 9
Enabled
Disabled
Override
(OWxx2C)
Output
speed
(OLxx22)
100%
(OWxx2C)
*
The parameter used for the MP900-series Machine Controller.
Refer to 1.2.3 Feed Speeds for the parameter for the MP2000-series Machine Controller.
D
Single-step linear acceleration/deceleration or S-curve acceleration/deceleration can be set
in the parameter for automatic acceleration/deceleration control of movement using POSI-
TIONING (MOV).
z
ABS and INC commands
These commands designate whether a coordinate word is to be treated as an absolute value or an incremental value.
They are modal group commands, so once one has been executed, it remains in effect until the other one is executed.
TERMS
2