Operating sequence, Programming notes – HEIDENHAIN TNC 620 (81760x-02) User Manual
Page 280
Programming: Subprograms and program section repeats
8.4
Any desired program as subprogram
8
280
TNC 620 | User's Manual
HEIDENHAIN Conversational Programming | 2/2015
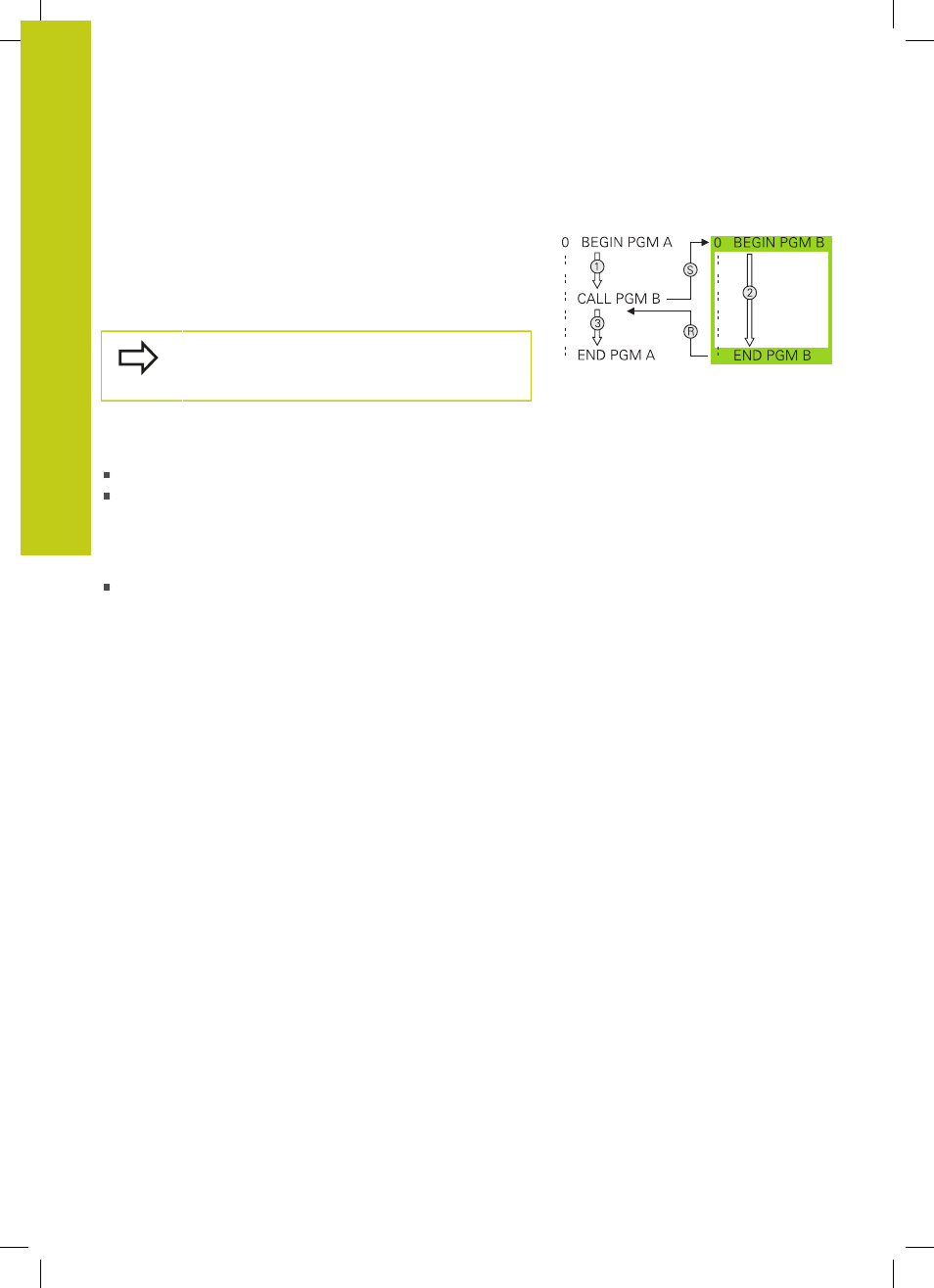
Operating sequence
1 The TNC executes the part program up to the block in which
another program is called with
CALL PGM
2 Then the other part program is run from beginning to end
3 The TNC then resumes the first part program (i.e. the calling
program) with the block after the program call
If you want to program variable program calls in
connection with string parameters, use the
SEL PGM
function.
Programming notes
The TNC does not need any labels to call any part program
The called program must not contain the miscellaneous
functions
M2 or M30. If you have defined subprograms with
labels in the called part program, you then need to replace
M2 or M30 with the
FN 9: IF +0 EQU +0 GOTO LBL 99 jump
function to force a jump over this program section
The called part program must not contain a
CALL PGM call into
the calling part program, otherwise an infinite loop will result