Approaching and departing a contour 6.3 – HEIDENHAIN TNC 620 (81760x-02) User Manual
Page 215
Approaching and departing a contour
6.3
6
TNC 620 | User's Manual
HEIDENHAIN Conversational Programming | 2/2015
215
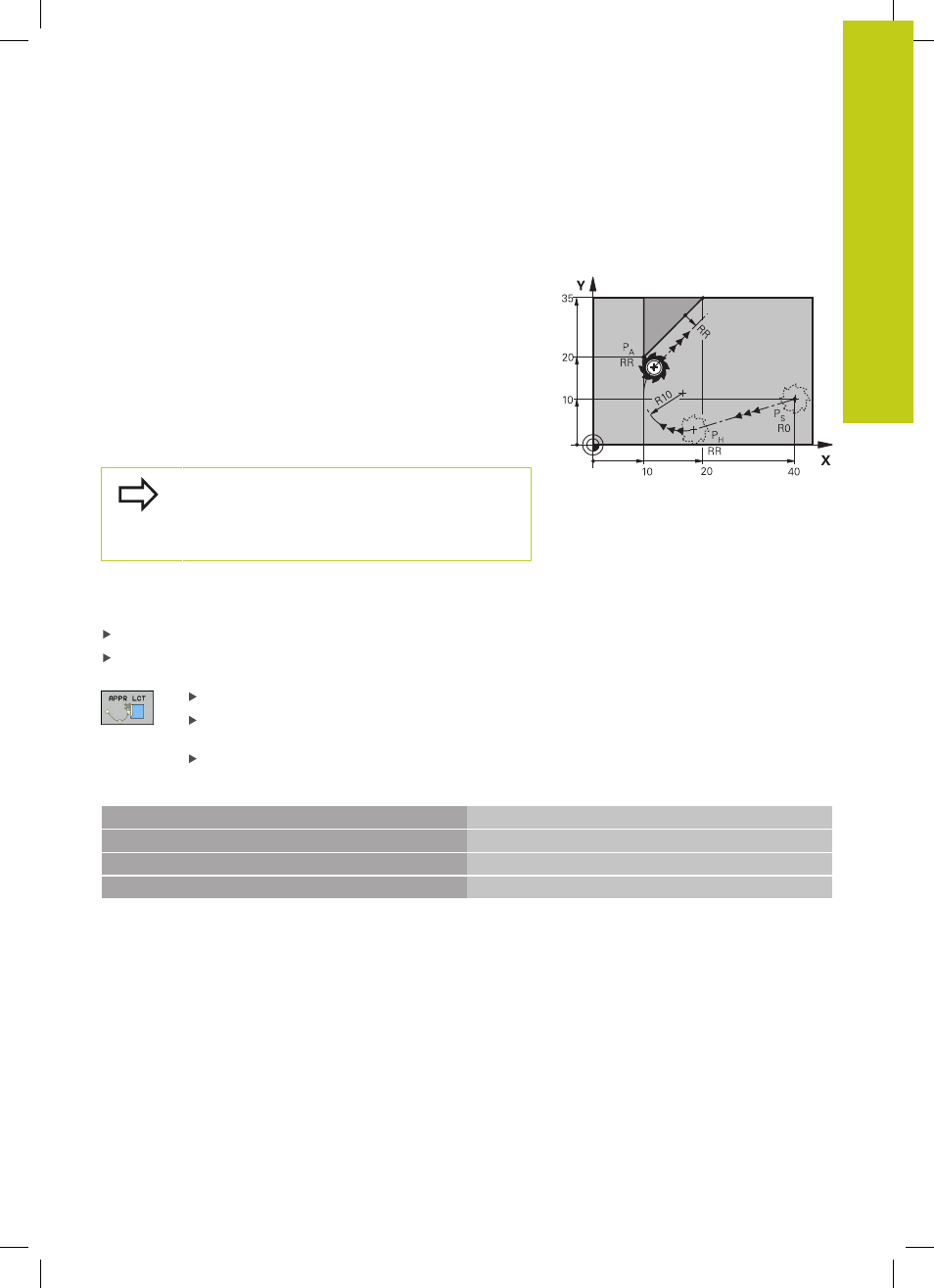
Approaching on a circular path with tangential
connection from a straight line to the contour:
APPR LCT
The tool moves on a straight line from the starting point P
S
to
an auxiliary point P
H
. It then moves to the first contour point P
A
on a circular arc. The feed rate programmed in the APPR block is
effective for the entire path that the TNC traversed in the approach
block (path P
S
to P
A
).
If you program all three principal axes X, Y and Z in the approach
block, the TNC initially traverses the tool from the starting point P
S
in the working plane, and then in the tool axis on the auxiliary point
P
H
. The control only traverses the tool in the working plane from
auxiliary point P
H
to the contour point P
A
.
Consider this behavior when importing programs
from earlier controls. Adapt the program if required.
Earlier controls traverse the auxiliary point P
H
in all
three principal axes simultaneously.
The arc is connected tangentially both to the line P
S
–P
H
as well
as to the first contour element. Once these lines are known, the
radius then suffices to completely define the tool path.
Use any path function to approach the starting point P
S
.
Initiate the dialog with the
APPR/DEP key and APPR LCT soft
key:
Coordinates of the first contour point P
A
Radius R of the circular arc. Enter R as a positive
value
Radius compensation
RR/RL for machining
Example NC blocks
7 L X+40 Y+10 R0 FMAX M3
Approach PS without radius compensation
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
PA with radius compensation RR, radius R=10
9 L X+20 Y+35
End point of the first contour element
10 L ...
Next contour element