2 tool data, Requirements for tool compensation, Tool number, tool name – HEIDENHAIN TNC 620 (81760x-02) User Manual
Page 168: Tool length l, Tool radius r, Tool data, Programming: tools 5.2 tool data
Programming: Tools
5.2
Tool data
5
168
TNC 620 | User's Manual
HEIDENHAIN Conversational Programming | 2/2015
5.2
Tool data
Requirements for tool compensation
You usually program the coordinates of path contours as they
are dimensioned in the workpiece drawing. To allow the TNC to
calculate the tool center path i.e. the tool compensation you must
also enter the length and radius of each tool you are using.
Tool data can be entered either directly in the part program with
TOOL DEF or separately in a tool table. In a tool table, you can also
enter additional data for the specific tool. The TNC will consider all
the data entered for the tool when executing the part program.
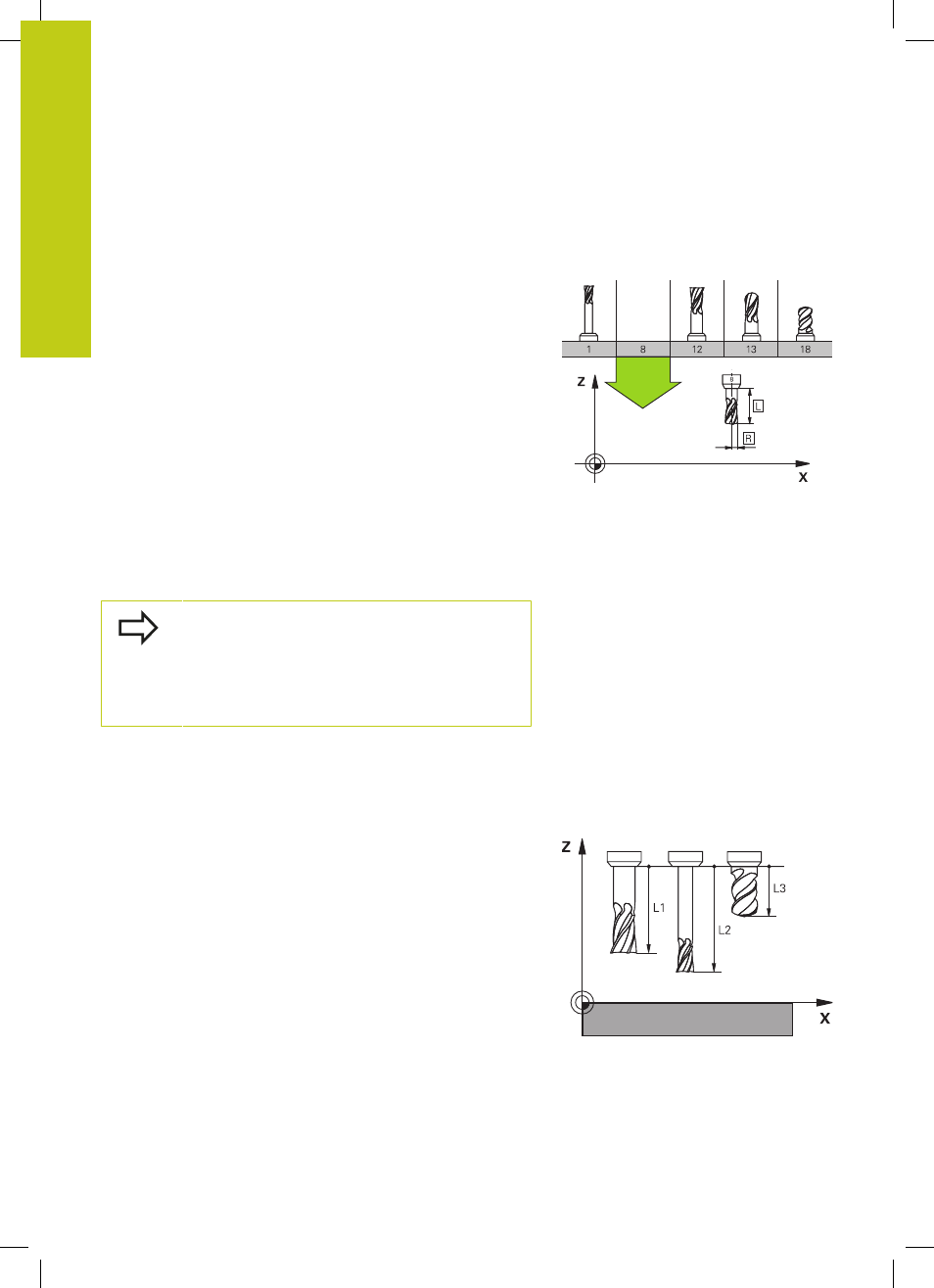
Tool number, tool name
Each tool is identified by a number between 0 and 32767. If you are
working with tool tables, you can also enter a tool name for each
tool. Tool names can have up to 32 characters.
Permitted special characters: # $ % & , - . 0 1 2 3 4 5
6 7 8 9 @ A B C D E F G H I J K L M N O P Q R S T U
V W X Y Z _
Impermissible characters:
< = > ? [ / ] ^ ` a b c d e f g h I j k l m n o p q r s t u v
w x y z { | } ~
The tool number 0 is automatically defined as the zero tool with the
length L=0 and the radius R=0. In tool tables, tool T0 should also
be defined with L=0 and R=0.
Tool length L
You should always enter the tool length L as an absolute value
based on the tool reference point. The entire tool length is
essential for the TNC in order to perform numerous functions
involving multi-axis machining.
Tool radius R
You can enter the tool radius R directly.