Brookfield DV3T Rheometer User Manual
Page 48
Brookfield Engineering Labs., Inc.
Page 48
Manual No. M13-2100
IV.3 Selecting a Spindle/Speed
The DV3T has the capability of measuring yield stress over an extremely wide range. For example,
the DV3TRV can measure fluids within the range of 0.5-400 Pa. This range is achieved through
the use of several vane spindles over many speeds. See Appendix B for details.
The process of selecting a spindle and speed for an unknown fluid is normally trial and error. An
appropriate selection will result in measurements made between 10-100 on the instrument %
torque scale. There are two general rules will help in the trial and error process:
1) Viscosity range is inversely proportional to the size of the spindle.
2) Viscosity range is inversely proportional to the rotational speed.
In other words: to measure high yield, choose a small spindle and/or a slow speed. If the chosen
spindle/speed results in a reading above 100%, then reduce the speed or choose a smaller spindle.
Experimentation may reveal that several spindle/speed combinations will produce satisfactory
results between 10-100%. When this circumstance occurs, any of the spindles may be selected.
When yield data must be compared, be sure to use the same test methodology: namely the
same instrument, spindle, speed, container, temperature and test time.
Vane spindles are optional equipment and are not part of the standard DV3T package. DV3TLV
Rheometers are provided with a set of four spindles and a narrow guardleg; DV3TRV Rheometers
come with a set of six spindles and a wider guardleg; DV3THA and DV3THB Rheometers come
with a set of six spindles and no guardleg. (See Appendix F for more information on the guardleg.)
Do not use the guard leg with vane spindles.
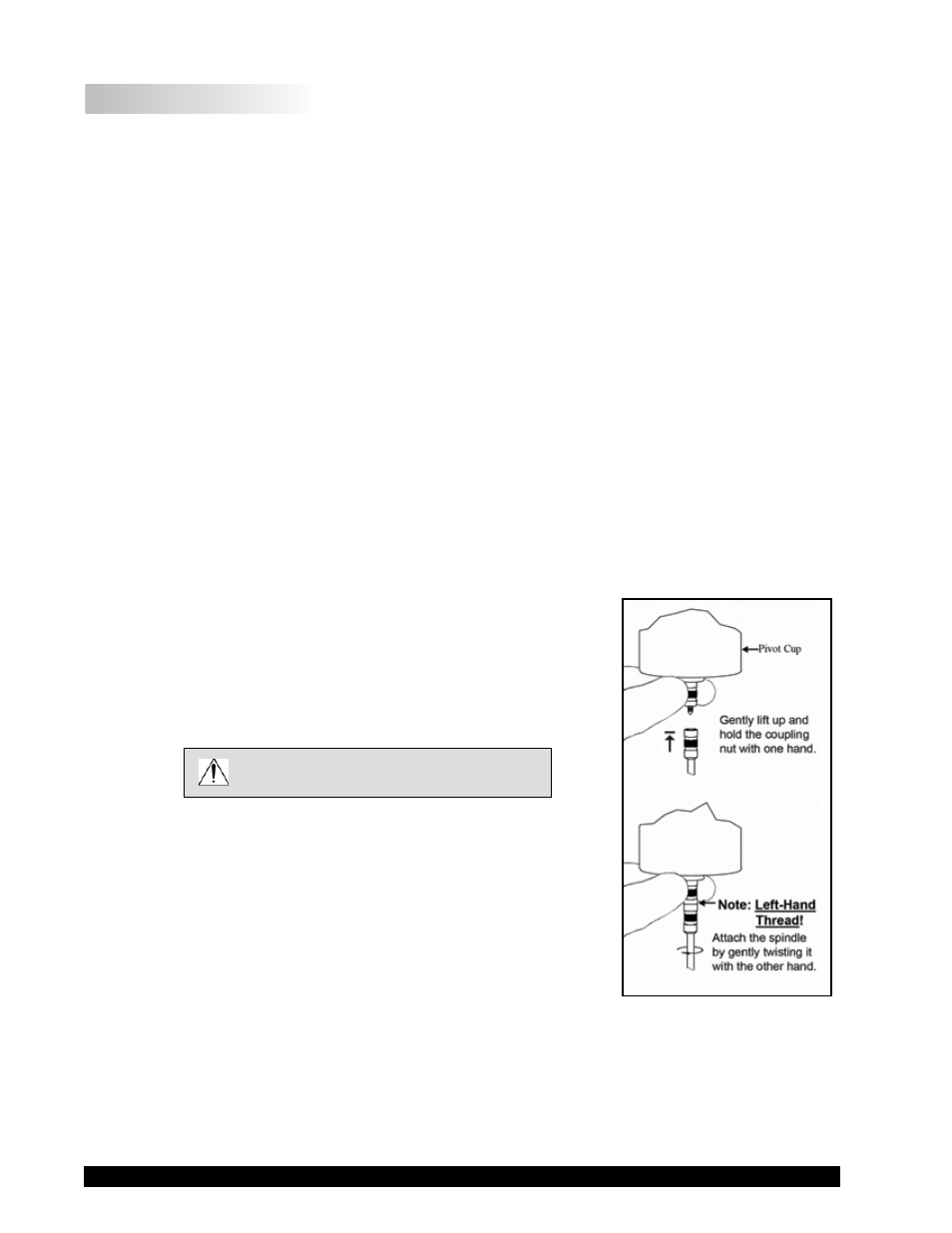
The spindles are attached to the rheometer by screwing them onto
the coupling nut on the lower shaft (see Figure IV-1). Note that the
spindles have a left-hand thread. The lower shaft should be secured
and slightly lifted with one hand while screwing the spindle to the
left. The face of the spindle nut and the matching surface on the
lower shaft should be smooth and clean to prevent eccentric rotation
of the spindle. Spindles can be identified by the number on the side
of the spindle coupling nut.
The motor should be OFF whenever
spindles are being removed or attached.
Figure IV-1