Red Lion GEMINI 33 User Manual
Page 18
PROGRAMMING EXAMPLE
This example depicts a typical application for the Gemini 3300. The
programming steps and set-up will be discussed to give the user an
understanding on how to configure the Gemini 3300.
A typical industrial application for the Gemini 3300 will require a slow down
output, a final stop output, and an end of batch output. The Gemini 3300 can be
easily programmed to solve this requirement. Let’s look at a textile web process
that requires two outputs as the web progresses to the proper length and an output
when the desired number of rolls has been processed. A typical length of material
for this application is 1,000 feet. A slow down output is needed approximately
100 feet prior to the end of the 1000 foot length. After 100 rolls of material have
been processed, the power to the motor drive will be removed to prevent further
processing until the unit is reset. A light will also be turned on to indicate to the
operator that the run has been completed.
There are a couple of ways to set-up the Process Counter of the Gemini 3300.
The Process Counter could be set-up for “Manual Reset to Preset 2” operation.
Preset 2 would be set to the total length of 1000 and Preset 1 would be set to 100
(the distance before final cut where the slow down output is to occur). If the
total length were to change, only Preset 2 would need to be changed. Preset 1
would remain set to 100. If the Process Counter is set up for “Reset to Zero”
operation, Preset 2 would still be set to 1000, however Preset 1 would need to
be set to 900 (1000-100), so that the slow down output would still occur 100
feet before final cut. Normally in up-counting modes this type of application
would require that Preset 1 be changed along with Preset 2 every time a
different length was to be processed. With the Gemini 3300, this is not
necessary. The Gemini 3300 has a “Preset tracking” feature which causes
Preset 1 to track Preset 2 whenever the Preset 2 value is changed. In this
application we choose to utilize the second method of setting up the Process
Counter, using “Reset to Zero” operation with “Preset Tracking”.
The Batch Counter can also be set-up for “Reset to Zero” or “Reset to
Preset” operation.
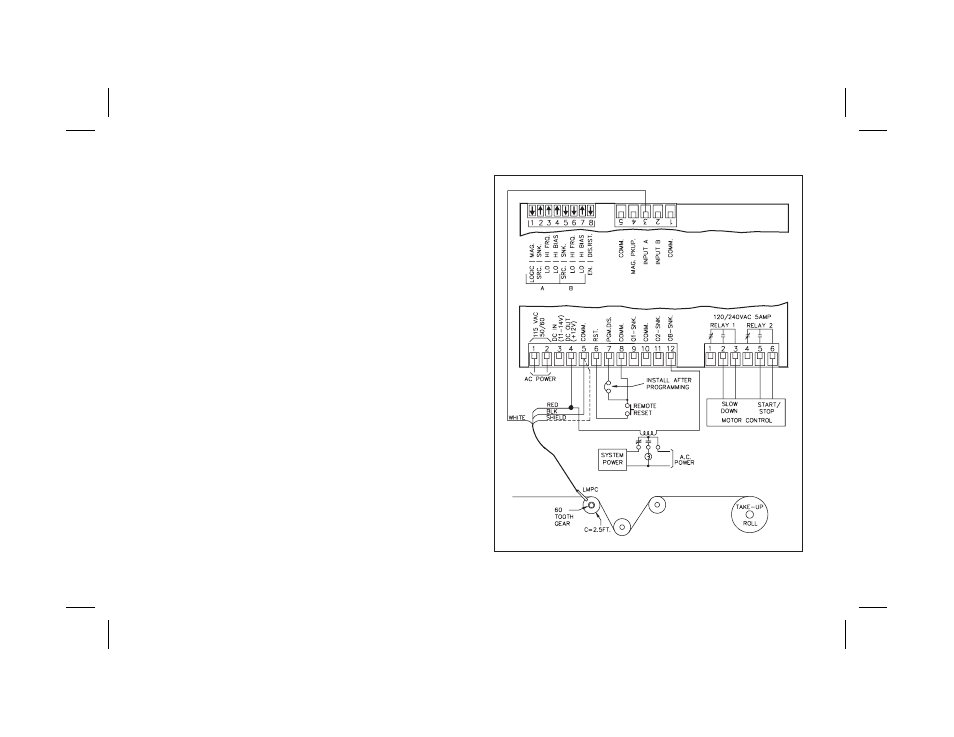
The accompanying drawing shows an LMPC sensing a 60 tooth gear which
is attached to a 2.5 ft. circumference drum. The desired units of display will be
feet. Since there is more than one pulse per foot of travel, the pulses input to
the Gemini will need to be scaled.
-16-