Operation, Weld sequence, Start options – Lincoln Electric IM946 CRUISER Digital Tractor User Manual
Page 88
Cruiser™ Tractor
OPERATION
10-11
10-11
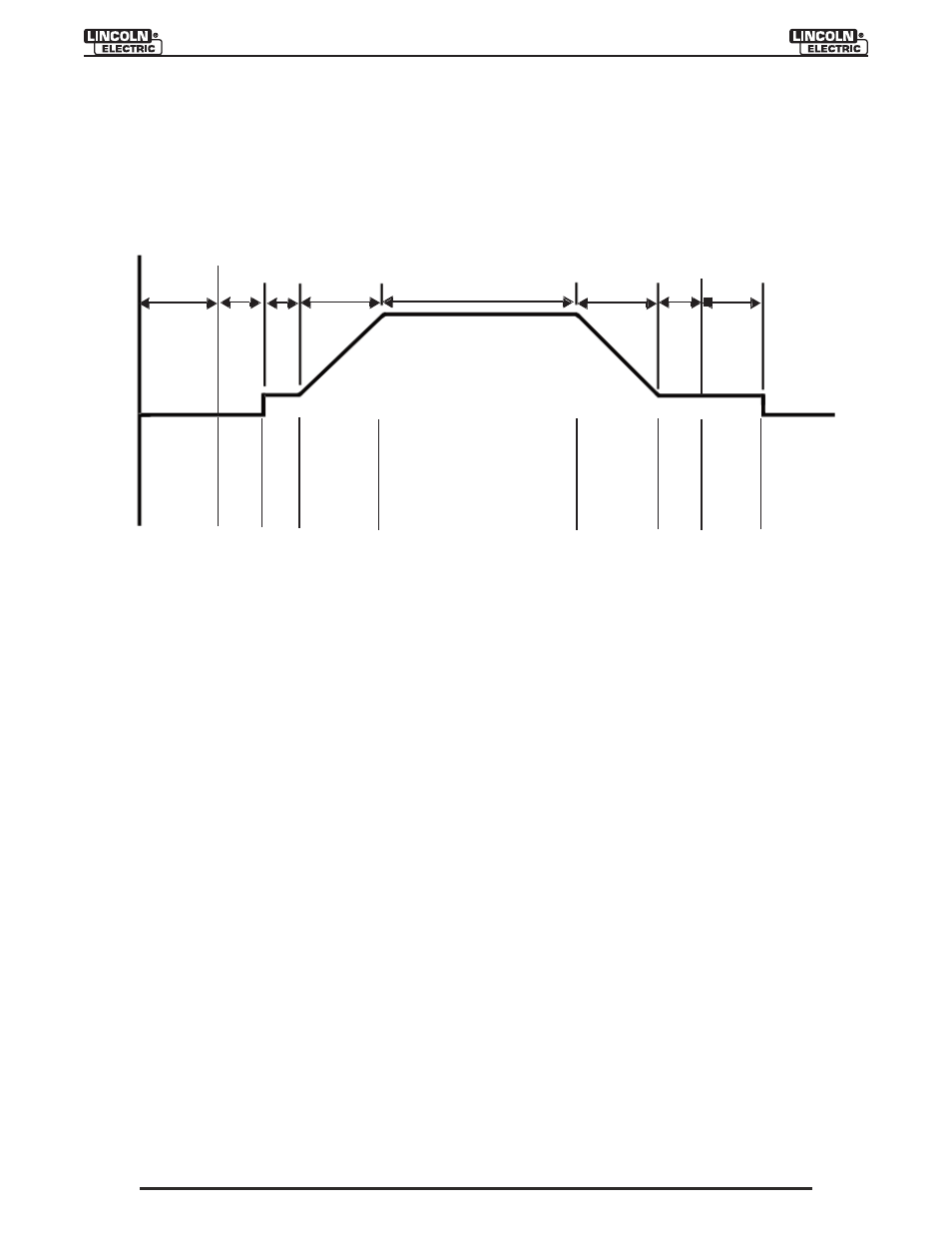
Arc Start
Delay
Downslope Crater
Start
Burnba
ck
Upslope
Weld
Strike
Output
Start Button
Pressed
Wire Begins
to Feed
Wire T
ouches
Plate
End of
Upslope
End of
Downslope
End of Crater
T
imer
Stop Button
Pressed
Time
Weld Sequence
The weld sequence defines the weld procedure from beginning to end. All adjustments
are made through the user interface.
Figure 10-5 Weld Sequence
Start Options
The strike, start and upslope parameters are used at the beginning of the weld se-
quence to establish a stable arc and provide a smooth transition to the welding parame-
ters. They are described in the following:
• Strike settings are valid from the beginning of the sequence (trigger) until the arc is
established. They control run-in (speed at which the wire approaches the work-
piece) and provide the power to establish the arc. Typically output levels are in-
creased, and WFS is reduced during the strike portion of the weld sequence.
• Start values allow the arc to become stabilized once it is established. Extended start
times or improperly set parameters can result in poor starting.
• Upslope determines the amount of time it takes to ramp from the start parameters to
the weld parameters. The transition is linear and may be up or down depending on
the relationship between the start and weld settings.
End of
Burnback
End of Start
T
imer