Fonctionnement b-3 – Lincoln Electric IMt913 MAGNUM 100SG SPOOL GUN User Manual
Page 97
FONCTIONNEMENT
B-3
Après avoir choisi le fil de soudage appro-
prié pour lʼapplication, charger le fil en alu-
minium puis brancher le pistolet et le
câble sur la soudeuse. (Voir la Section
dʼInstallation).
PROCÉDURES DE SOUDAGE
1. Lire et comprendre les Mesures de
Sécurité pour le Soudage à lʼArc qui se
trouvent tout au long de ce manuel
ainsi que le Manuel dʼInstructions de la
Soudeuse. De même, pour des con-
seils utiles en matière de soudage, voir
(LTW1) le manuel « Apprenez à Souder
» qui est fourni avec la soudeuse.
2. Obtenir et utiliser lʼéquipement de pro-
tection personnelle approprié pour soud-
er. Brancher le câble (-) de TRAVAIL
(masse de soudage) sur la pièce à soud-
er. Sʼassurer que le tuyau à gaz du régu-
lateur du cylindre soit branché sur
lʼADMISSION de gaz de la soudeuse.
Ouvrir la soupape de gaz du cylindre.
3. Brancher la puissance dʼentrée sur la
machine.
4. Placer lʼinterrupteur de puissance de la
machine sur la position « allumée » («
on »). Régler la vitesse du fil et la prise
de tension en fonction des tableaux qui
apparaissent au début de cette section.
5. Faire osciller le commutateur de sélec-
tion se trouvant à lʼintérieur de la
machine sur la position « Magnum
100SG ». Appuyer sur la gâchette et
maintenir la pression pendant environ 5
secondes afin de purger le tuyau.
Vérifier que le débit de gaz soit réglé sur
20 à 50 SCFH au travers du pistolet à
bobine.
6. Couper le fil en aluminium de sorte quʼil
sʼétende sur environ 1/4 de pouce à
partir de la pointe de contact.
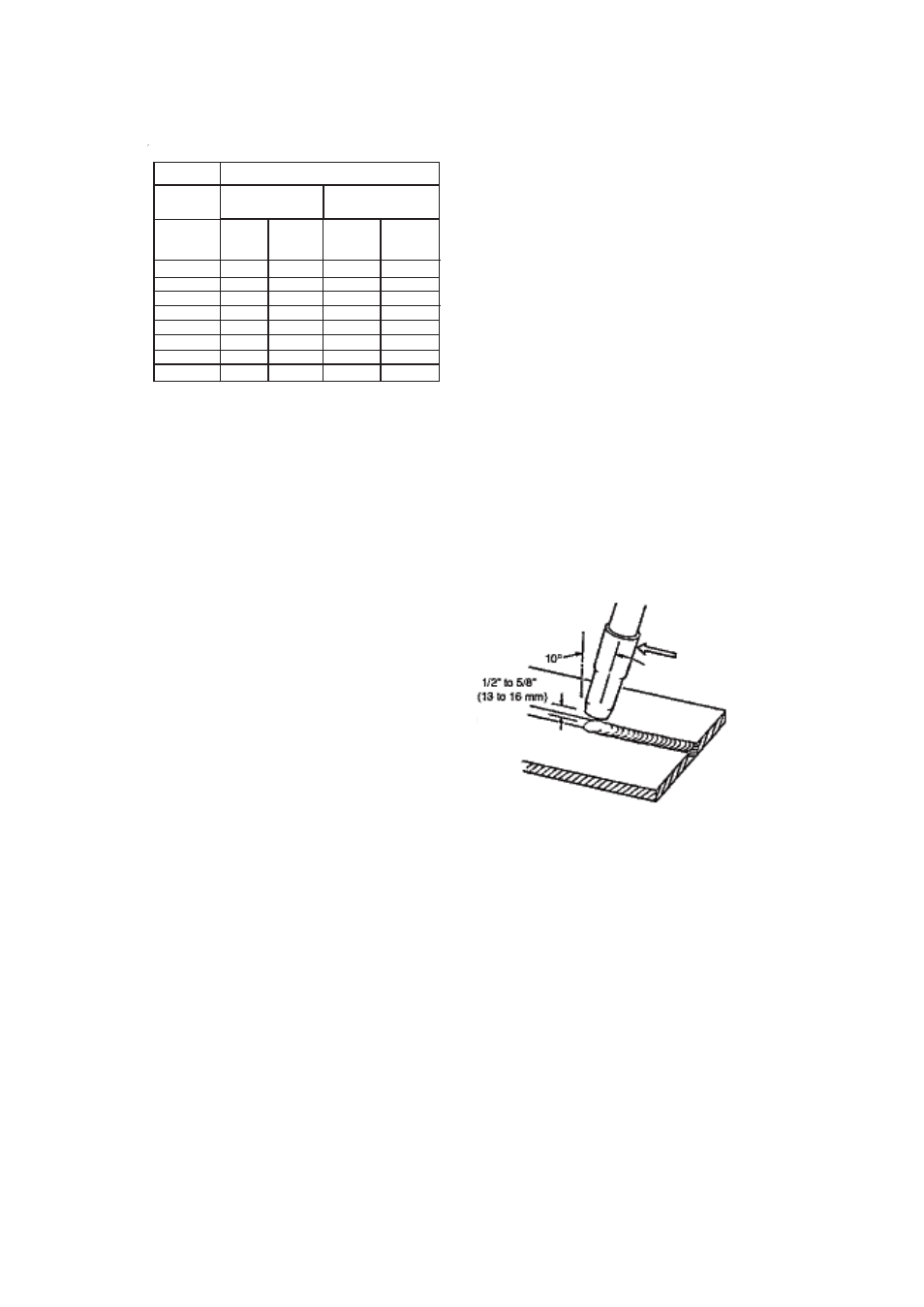
7. CTWD (Distance de la Pointe de
Contact au Travail) : Positionner le pis-
tolet de sorte que la pointe de contact
se trouve de façon nominale à 3/8 de
pouce du joint et inclinée avec un angle
de poussée vers elle. Le fil en alumini-
um ne doit pas entrer en contact avec la
pièce travaillée. (Voir la Figure B.1).
FIGURE B.1
8. Se protéger les yeux et tirer sur la
gâchette pour commencer à souder.
9. Régler la vitesse de parcours manuelle
du pistolet afin dʼobtenir une soudure
appropriée. Le fil émergeant doit rester
dans le puddle fondu et ne pas aller au-
delà. Cette vitesse ne doit pas non plus
être trop lente, auquel cas soit la pièce
à travailler fondrait excessivement, soit
le cordon de soudure deviendrait
excessivement grand.
10. Relâcher la gâchette pour cesser de
souder.
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Vitesse
2,5
2,5
4,5
5
6
7
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
Vitesse
2
2
4
4,5
5
5,5
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
0,030
0,035
5356
MACHINE ProCore 125
Alliage:
Taille Fil:
Épaisseur
Structure
à Souder
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Vitesse
2,5
2,5
4,5
5
6
7
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
Vitesse
2
2
4
4,5
5
5,5
N/A
N/A
Prise
Tension
A
B
C
D
E
E
N/A
N/A
0,030
0,035
5356
MACHINE ProCore 125
Angle et
distance
de soudage