Troubleshooting e-2, Caution – Lincoln Electric IMt913 MAGNUM 100SG SPOOL GUN User Manual
Page 32
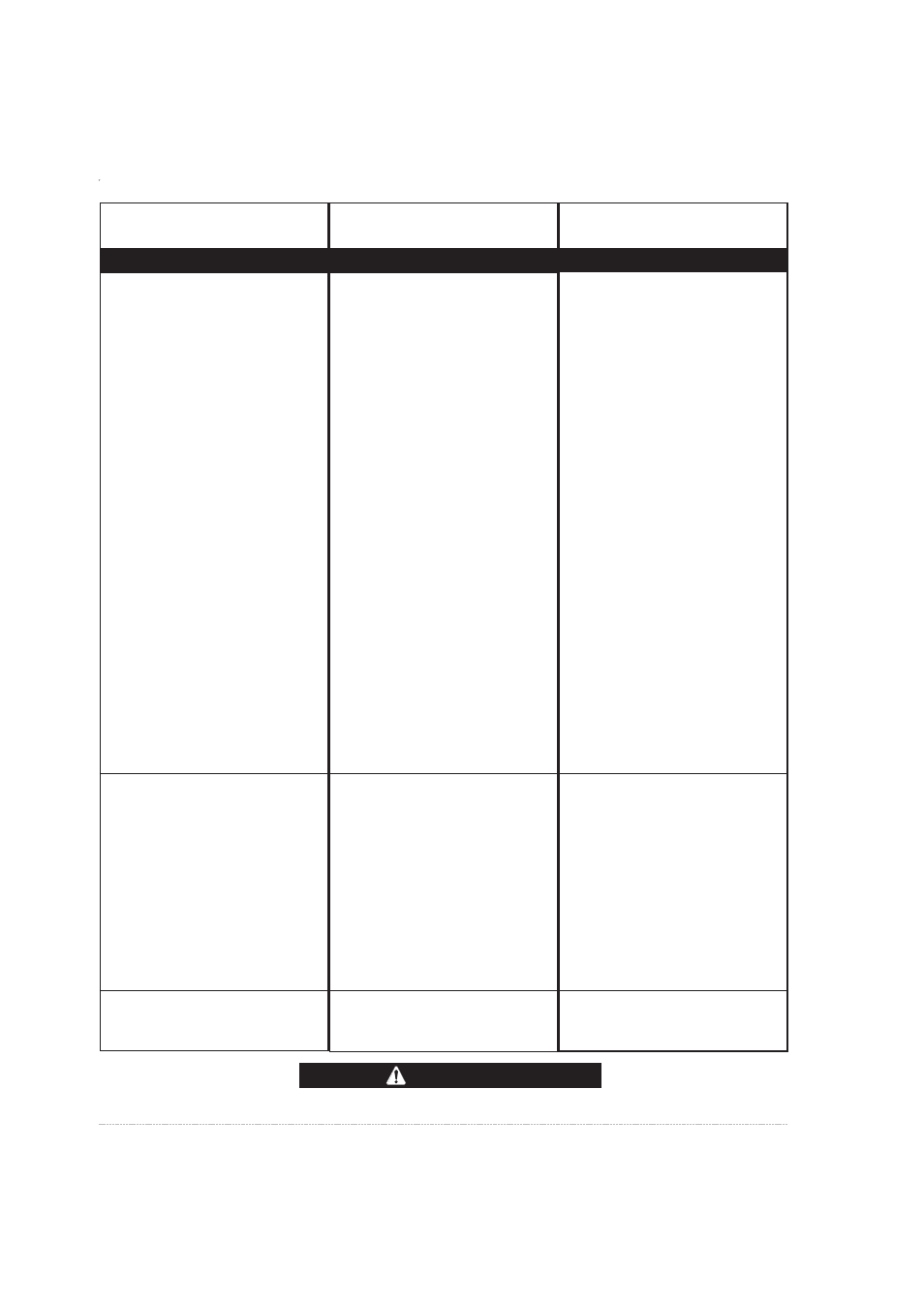
TROUBLESHOOTING
E-2
Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not under stand the test procedures or are unable to perfor m the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
No wire feed occurs when trigger is
pulled
Sluggish wire feed when trigger is pulled
Drive roll turns in reverse direction.
1. Machine is switched off or unplugged.
2. Spool gun is out of wire.
3. Contact tip burnback.
4. Fully or partially bloc ked gun tube liner.
5. Bird nest.
6. Machine s toggle selector s witch is not
set to spool gun mode.
7. Defective trigger. (contacts open)
8. Defective trigger circuit in gun.
9. Damaged spool gun motor.
10. No motor voltage or current from
machine.
11. Contact tip size too small for wire
diameter used.
1. Drive roll is worn or galled with alu-
minum.
2. Machine s wire feed speed setting is
too low.
3. Wire is obstructed somewhere along
the wire feed path in the gun.
4. Low motor voltage.
1. Motor leads are connected in reverse.
1. Switch on or plug in machine.
2. Install full spool of specified wire.
3. Replace contact tip.
4. Remove and clean or replac e gun tube
liner. (See maintenance section)
5. Cut out bird nest, reload wire, and
check for proper wire alignment and
wire s mechanical resistance.
6. Flip switch to proper operating posi-
tion.
7.
Replace trigger. (See maintenance
section)
8. Disconnect gun from mac hine and
check trigger circuit for continuity.
9.
Contact LA SF for possible motor
replacement.
10. See Troubleshooting section in weld-
ing machine s instruction manual.
11. Replace contact tip with one that is
the correct size.
1.
Clean drive roll of all aluminum or
replace drive roll.
2. Increase wire feed speed.
3. Check for obstructions: rem ove any
wire shavings; remov e kinked wire;
remove and clean or replace gun tube
liner (See Maintenance Section ).
4. See Troubleshooting section in weld-
ing machine s instruction manual.
1. Connect properly. (See maintenance
section)
Observe all Safety Guidelines detailed throughout this manual
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local
Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.
CAUTION
PROBLEMS
PROBLEMS
(SYMPTOMS)
POSSIBLE
CAUSE
RECOMMENDED
COURSE OF ACTION
No wire feed occurs when trigger is
pulled
Sluggish wire feed when trigger is pulled
Drive roll turns in reverse direction.
1. Machine is switched off or unplugged.
2. Spool gun is out of wire.
3. Contact tip burnback.
4. Fully or partially blocked gun tube liner.
5. Bird nest.
6. Machine s toggle selector switch is not
set to spool gun mode.
7. Defective trigger. (contacts open)
8. Defective trigger circuit in gun.
9. Damaged spool gun motor.
10. No motor voltage or current from
machine.
11. Contact tip size too small for wire
diameter used.
1. Drive roll is worn or galled with alu-
minum.
2. Machine s wire feed speed setting is
too low.
3. Wire is obstructed somewhere along
the wire feed path in the gun.
4. Low motor voltage.
1. Motor leads are connected in reverse.
1. Switch on or plug in machine.
2. Install full spool of specified wire.
3. Replace contact tip.
4. Remove and clean or replace gun tube
liner. (See maintenance section)
5. Cut out bird nest, reload wire, and
check for proper wire alignment and
wire s mechanical resistance.
6. Flip switch to proper operating posi-
tion.
7. Replace trigger. (See maintenance
section)
8. Disconnect gun from machine and
check trigger circuit for continuity.
9. Contact LASF for possible motor
replacement.
10. See Troubleshooting section in weld-
ing machine s instruction manual.
11. Replace contact tip with one that is
the correct size.
1. Clean drive roll of all aluminum or
replace drive roll.
2. Increase wire feed speed.
3. Check for obstructions: remove any
wire shavings; remove kinked wire;
remove and clean or replace gun tube
liner (See Maintenance Section ).
4. See Troubleshooting section in weld-
ing machine s instruction manual.
1. Connect properly. (See maintenance
section)