Operation b-3, Welding procedures – Lincoln Electric IMt913 MAGNUM 100SG SPOOL GUN User Manual
Page 25
OPERATION
B-3
After choosing the proper welding wire
for your application, load the aluminum
wire, connect the gun and cable to the
welding machine. (See Installation
Section).
WELDING PROCEDURES
1. Read and understand Arc Welding Safety
Precautions located throughout this manual
and the Welding Machineʼs Instruction Manual.
Also for helpful hints in welding see (LTW1) the
Learn to Weld manual which is supplied with
the welding machine.
2. Obtain and use the proper personal protective
equipment for welding. Connect the WORK
(welding ground) cable(-) to piece(s) being
welded. Make sure gas hose from cylinderʼs
regulator is connected to welderʼs gas INLET.
Open cylinderʼs gas valve.
3. Connect input power to the machine.
4. Turn the machineʼs power switch to "on". Set
wire speed and voltage tap settings to tables
which are provided in the beginning of this
section.
5. Flip toggle selector switch inside of machine to
"Magnum® 100SG" position. Press and hold
trigger for about 5 seconds to purge hose. Be
sure the Gas flow rate is set to 20 to 50 SCFH
thru the spool gun.
6. Cut off the aluminum wire so that it extends
about 1/4 inches from the contact tip.
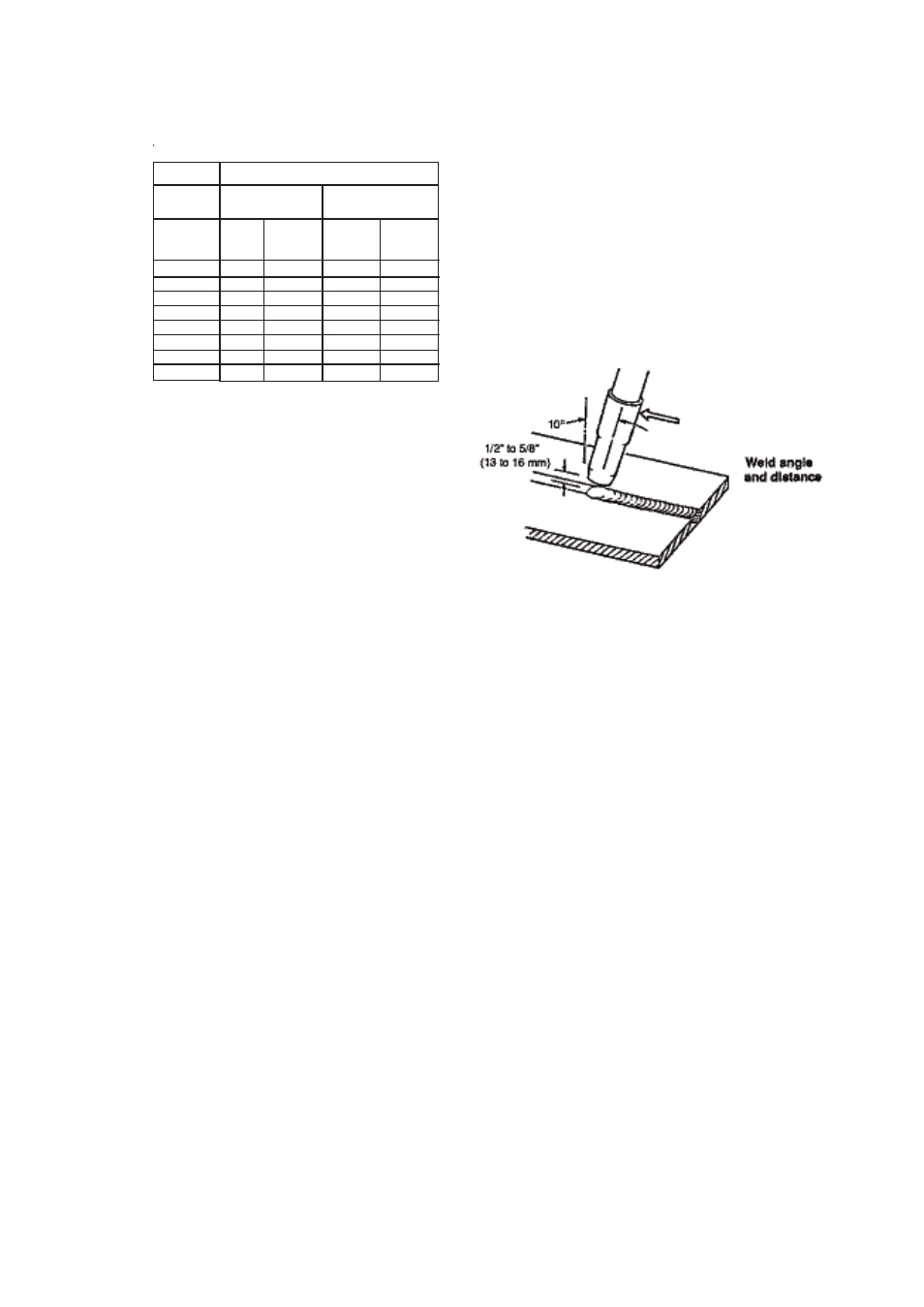
7. CTWD (Contact Tip to Work Distance): Position
the gun so that the contact tip is nominally 3/8
inches from the joint and tilted with a push
angle toward it. The aluminum wire should not
contact the workpiece. (See figure B.1)
FIGURE B.1
8. Protect the eyes and pull the trigger to begin
welding.
9. Adjust the hand travel speed of the gun to
achieve a proper weld. The emerging wire
should stay within the molten puddle and not
overrun it. This speed also should not be so
slow that either the workpiece excessively
melts, or the weld bead becomes excessively
large.
10. Release the trigger to stop welding.
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Speed
2.5
2.5
4.5
5
6
7
N/A
N/A
Voltage
Tap
A
B
C
D
E
E
N/A
N/A
Speed
2
2
4
4.5
5
5.5
N/A
N/A
Voltage
Tap
A
B
C
D
E
E
N/A
N/A
0.030
0.035
5356
Weld-Pak 125 MACHINE
Alloy:
Wire Size:
Weldment
Thickness
22 ga
20 ga
18 ga
16 ga
14 ga
12 ga
10 ga
3/16 in.
Speed
2.5
2.5
4.5
5
6
7
N/A
N/A
Voltage
Tap
A
B
C
D
E
E
N/A
N/A
Speed
2
2
4
4.5
5
5.5
N/A
N/A
Voltage
Tap
A
B
C
D
E
E
N/A
N/A
0.030
0.035
5356
Weld-Pak 125 MACHINE