Hyundai HI4 User Manual
Page 398
11. Robot Language Explanation
------------------------------------------------------------------------------------------------
----------------------------------------------------------------------------------------
11 - 33
2 dimension search uses search function twice and records the shift amounts of point
P,Q. The shift amount of point P is recorded in R1 register and referenced during moving
to P point. The shift amount of point Q is recorded in R2 register and referenced during
moving to Q point.
11.3.12 SPOT Command
Introduction
It is a function of spot welding. Gun actuation is controlled by servo system in a different
way of air gun and outlay electrifying signal to a welder after gun acting.
Note
(1) Tool number is changed automatically when gun number is selected(R210) in using of
multi gun. But gun number is not changed automatically when tool number is selected (R49).
(2) Spot function must be recorded at the first function of a step. It will not be executed
when recorded at the second of a step.
(3) Use one touch recording (Gun LED flickering) when step recording. If not, correction
of tip abrasion would not be executed.
(4) Use in small pressure lest a test workpiece is not deformed when teaching. If a test
workpiece is deformed, move the fixed tip.
(5) If the step where spot welding function (M72) is recorded is modified, the amount
of abrasion would be corrected too.
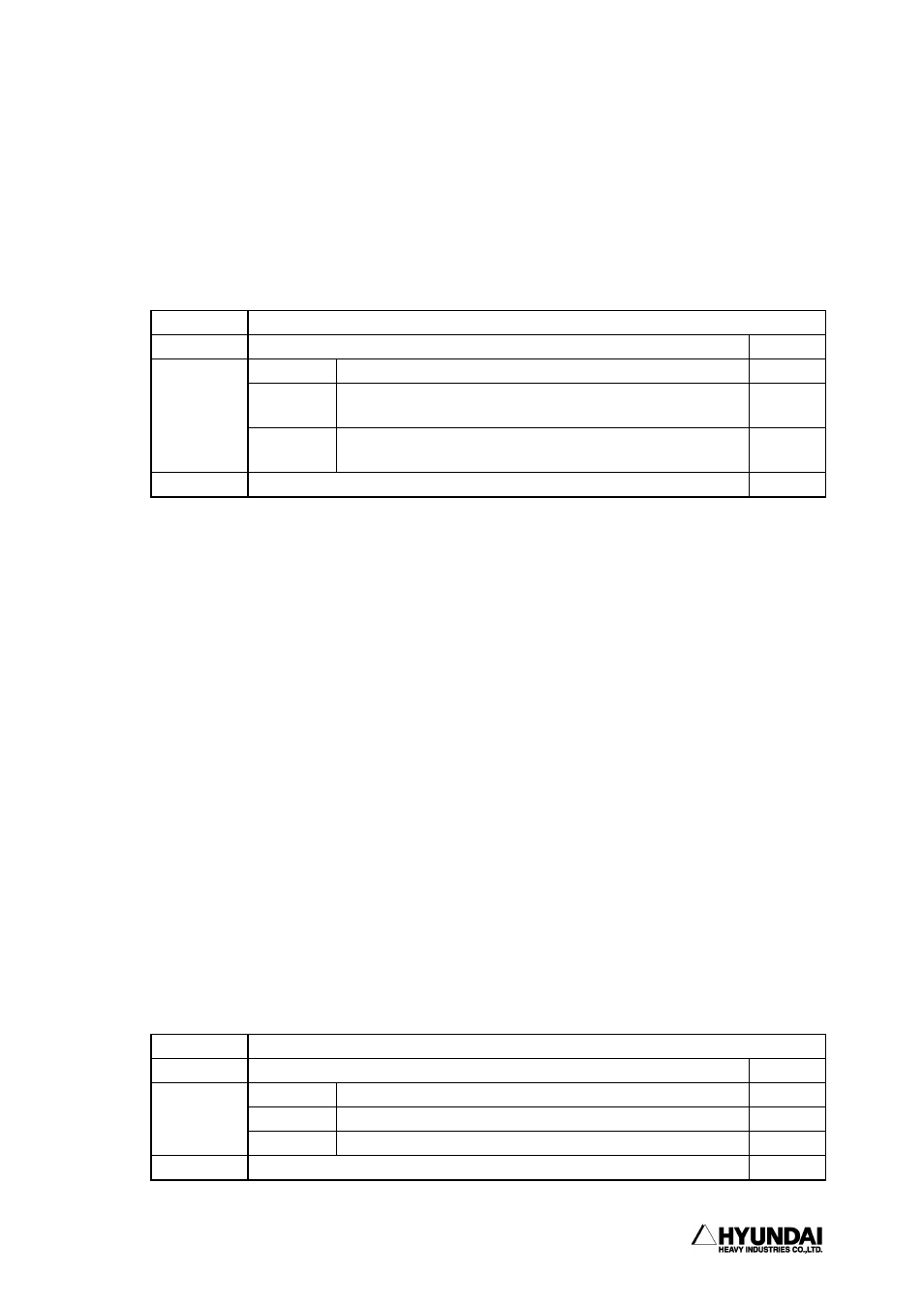
11.3.13 GUNSEA Command
Description Servo Gun Welding (M72)
Syntax
SPOT GN=
Gun No.
Gun No to weld
1∼2
Welding
condition
Welding condition No of data for pressure, welding
condition
1∼64
Parameter
Sequence No
Sequence No that gun actuation and electrifying signal
are recorded.
1∼64
Example
SPOT GN=1,CN=1,SQ=10
Description Gun Search (M73)
syntax
GUNSEA GN=
Gun No
the gun number to weld
1∼2
Search No 1: Gun search 1 , 2: Gun search 2
1∼2
Parameter
Gun
Gun actuation pressure
50∼999
Example
SPOT GN=1,SE=1,PR=50