Introduction – HEIDENHAIN iTNC 530 (60642x-03) User Manual
Page 516
516
Programming: Multiple axis machining
12.6 Thr
ee-dimensional t
o
ol compensation (sof
tw
ar
e option 2)
12.6 Three-dimensional tool
compensation (software option 2)
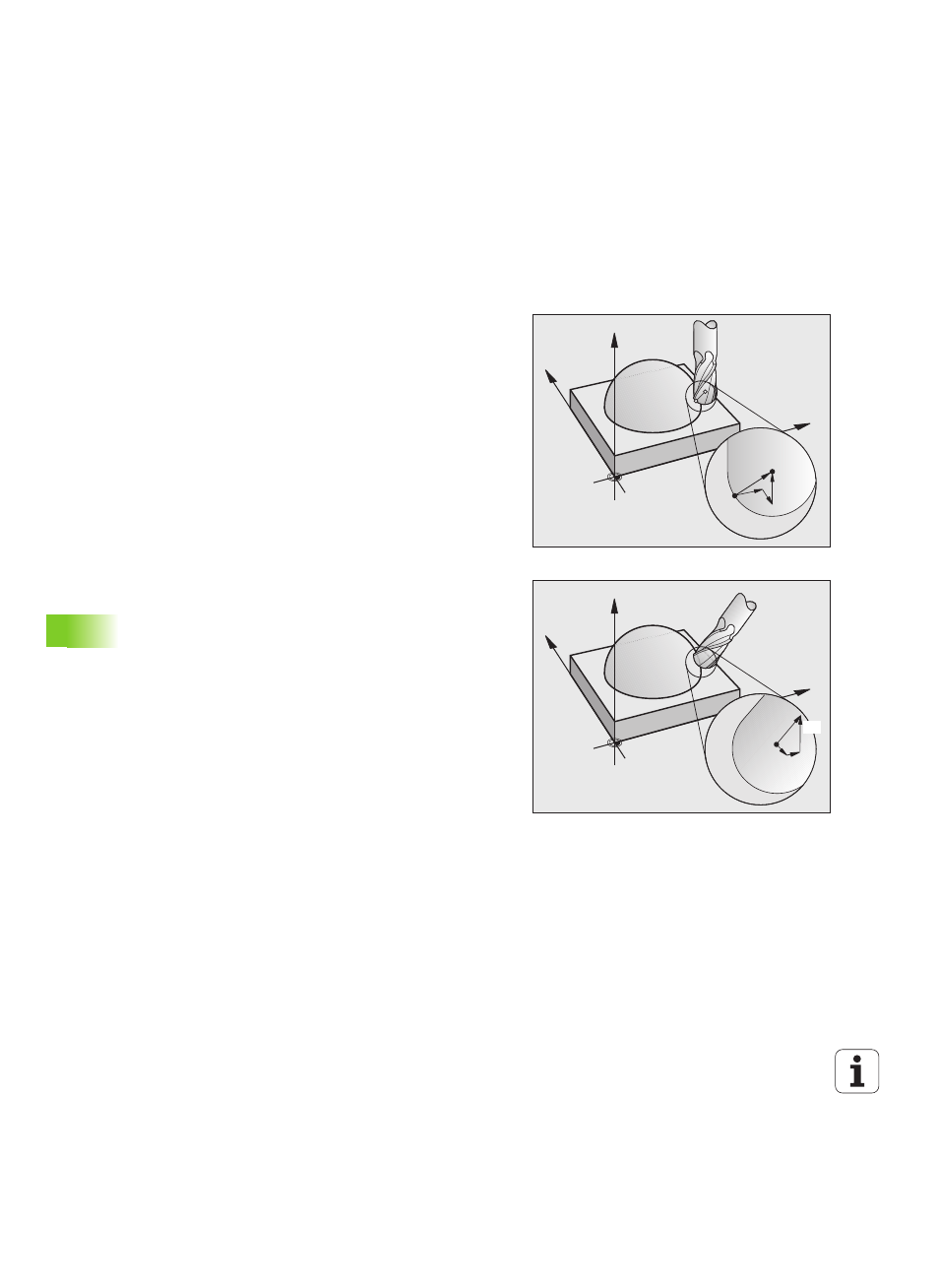
Introduction
The TNC can carry out a three-dimensional tool compensation (3-D
compensation) for straight-line blocks. Apart from the X, Y and Z
coordinates of the straight-line end point, these blocks must also
contain the components NX, NY and NZ of the surface-normal vector
(see "Definition of a normalized vector" on page 517).
If, in addition, you want to carry out a tool orientation or a three-
dimensional radius compensation, these blocks need also a
normalized vector with the components TX, TY and TZ, which
determines the tool orientation (see "Definition of a normalized vector"
on page 517).
The straight-line end point, the components for the surface-normal
vector as well as those for the tool orientation must be calculated by
a CAM system.
Application possibilities
Use of tools with dimensions that do not correspond with the
dimensions calculated by the CAM system (3-D compensation
without definition of the tool orientation).
Face milling: compensation of the cutter geometry in the direction
of the surface-normal vector (3-D compensation with and without
definition of the tool orientation). Cutting is usually with the end face
of the tool.
Peripheral milling: compensation of the cutter radius perpendicular
to the direction of movement and perpendicular to the tool direction
(3D radius compensation with definition of the tool orientation).
Cutting is usually with the lateral surface of the tool.
Z
Y
X
P
T
NZ
P
NX
NY
Z
Y
X
TX
TY
TZ