1 1 pr eassigned q par a met e rs – HEIDENHAIN iTNC 530 (60642x-03) User Manual
Page 363
HEIDENHAIN iTNC 530
363
9.1
1
Pr
eassigned Q par
a
met
e
rs
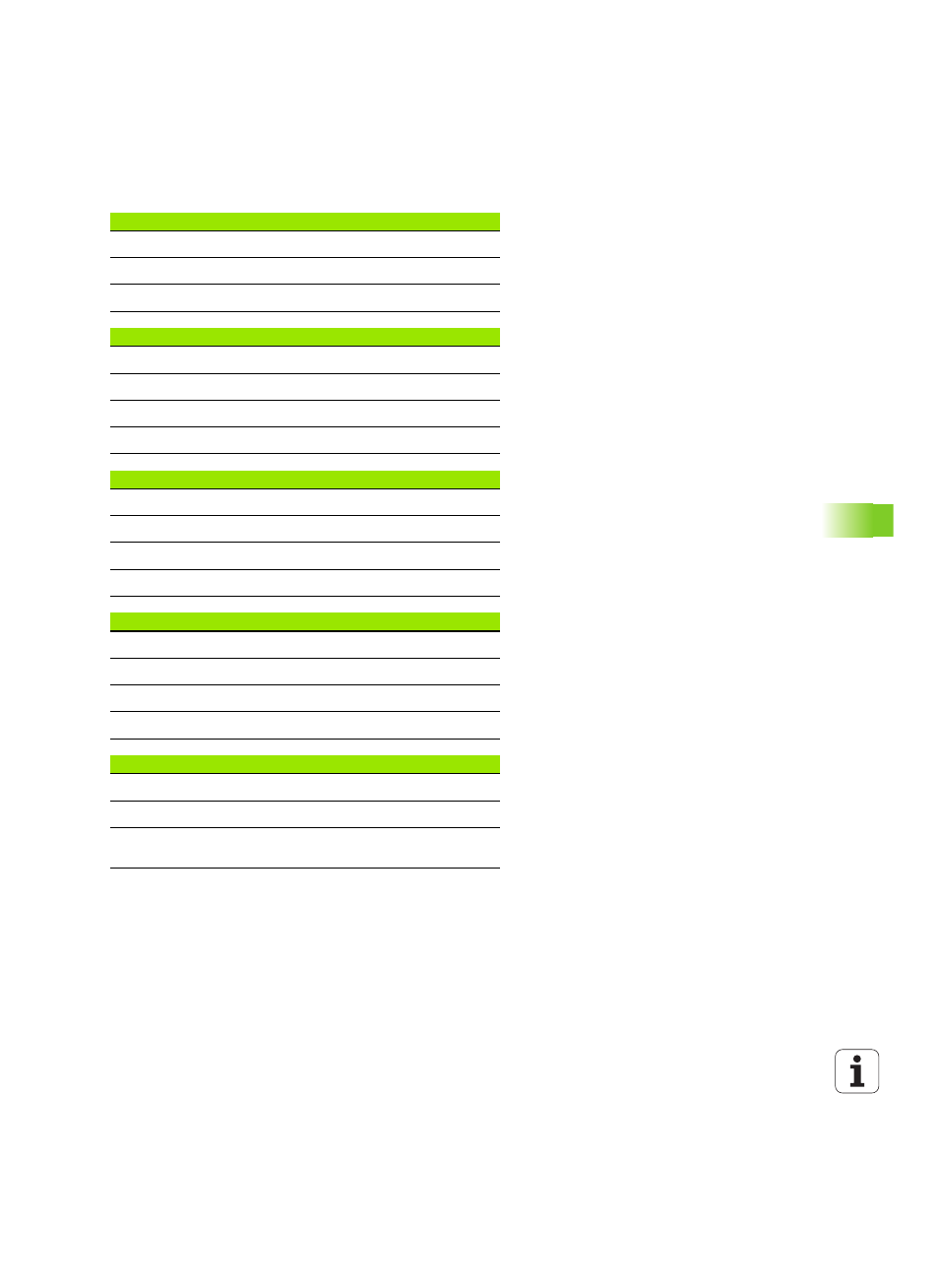
Workpiece status
Parameter value
Good
Q180
Rework
Q181
Scrap
Q182
Measured deviation with Cycle 440
Parameter value
X axis
Q185
Y axis
Q186
Z axis
Q187
Marker for cycles
Q188
Tool measurement with the BLUM laser
Parameter value
Reserved
Q190
Reserved
Q191
Reserved
Q192
Reserved
Q193
Reserved for internal use
Parameter value
Marker for cycles
Q195
Marker for cycles
Q196
Marker for cycles (machining patterns)
Q197
Number of the last active measuring cycle
Q198
Status of tool measurement with TT
Parameter value
Tool within tolerance
Q199 = 0.0
Tool is worn (LTOL/RTOL is exceeded)
Q199 = 1.0
Tool is broken (LBREAK/RBREAK is
exceeded)
Q199 = 2.0
See also other documents in the category HEIDENHAIN Equipment:
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)